Устройство для гидростатической штамповки относится к области обработки металлов давлением, а точнее к оборудованию для объемной штамповки металлов и сплавов в окружении жидкости, находящейся под высоким давлением.
Известные устройства для гидростатической штамповки имеют рабочий и компенсационный контейнеры и рабочие пуансоны со штампами. Однако они .не обеспечивают необходимой для промышленного использования производительности, а силовые узлы установок также как нижний пуансон, работают в тяжелом режиме нагрузки.
Предложенное устройство отличается от известных тем, что, с целью повышения производительности, оно снабжено проходяш,им через выполненное в лнж-нем пуансоне отверстие стержнем с уплотнением, взаимодействуюш,им нижним концом с выталкивателем пресса, при этом на верхнем конце стержня закреплен боек, а нижний пуа.нсон установлен в полости компенсационного контейнера.
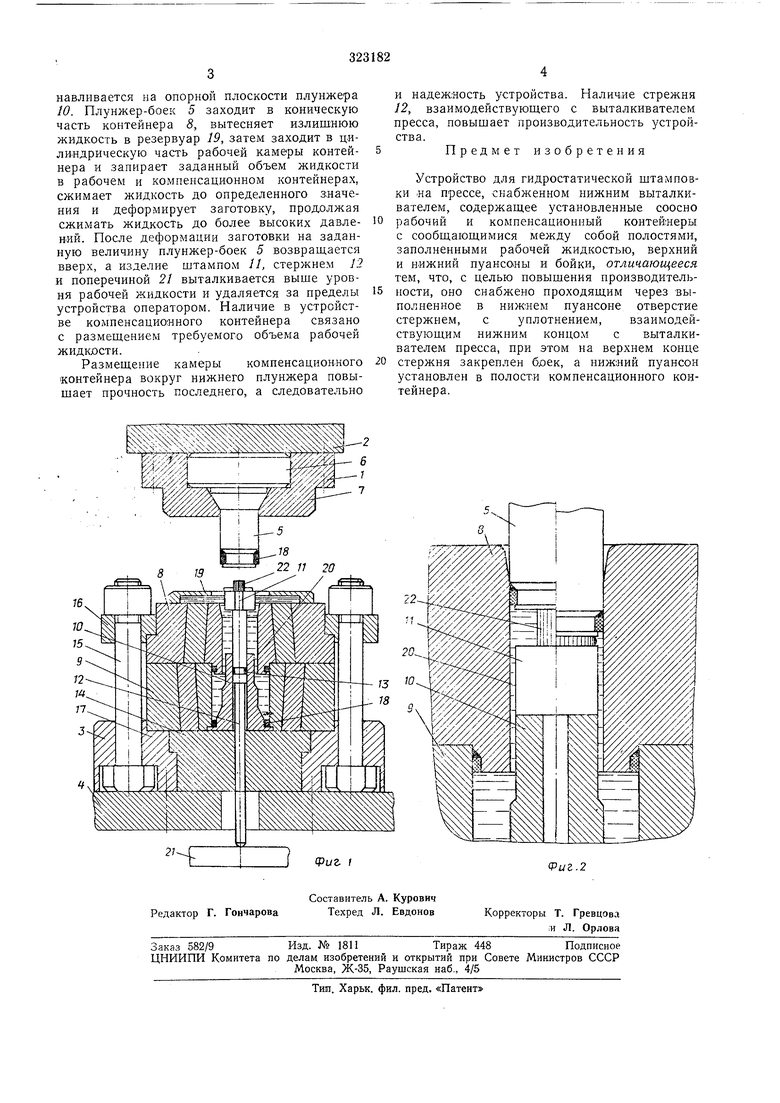
На фиг. 1 схематически изображено описываемое устройство в исходном положении, обш,ий вид; на фиг. 2 - часть устройства в начале и в конце штамповки.
гидравлического пресса 2, и нижний блок 3, прикрепленный к столу пресса 4.
Верхний блок включает верхний плунжер-боек 5 и опорную прокладку 6, укрепленные на плите 7. Нижний блок содержит бандажированный рабочий коитейнер 8 :И ко.мпенсащионный контейнер 9, нижний плунжер 10, нижний штамп // с хвостовиком, стержень 12 с уплотнителем 13 и опорную плиту 14. Рабочий и компенсационный контейнеры и опорная плита стянуты болтами 15 при помощи шайбы 16 и основания 17. Плунжеры и контейнеры снабжены уплотнениями высокого давления 18. На рабочем контейнере размещен резервуар 19 для рабочей ж.идкости. Рабочий и компенсационный контейнеры соединены ка«алами 20. В исходном положении верхний блок 1 вместе с плунжером-бойком 5 и поперечина 2 находятся в крайнем верхнем положении. Нижний штамп // занимает такое положение, что его зеркало располагается выше уровня рабочей жидкости. Нсходную заготовку 22 устанавливают ;на нижний штамп
5 11 и включают пресс на рабочий ход. Верхний плунжер-боек и поперечина 21 начинают двигаться вниз. Нижний штамп 11 вместе с заготовкой под действием тяжести или заталкиваемый плунжером-бойком 5 онускает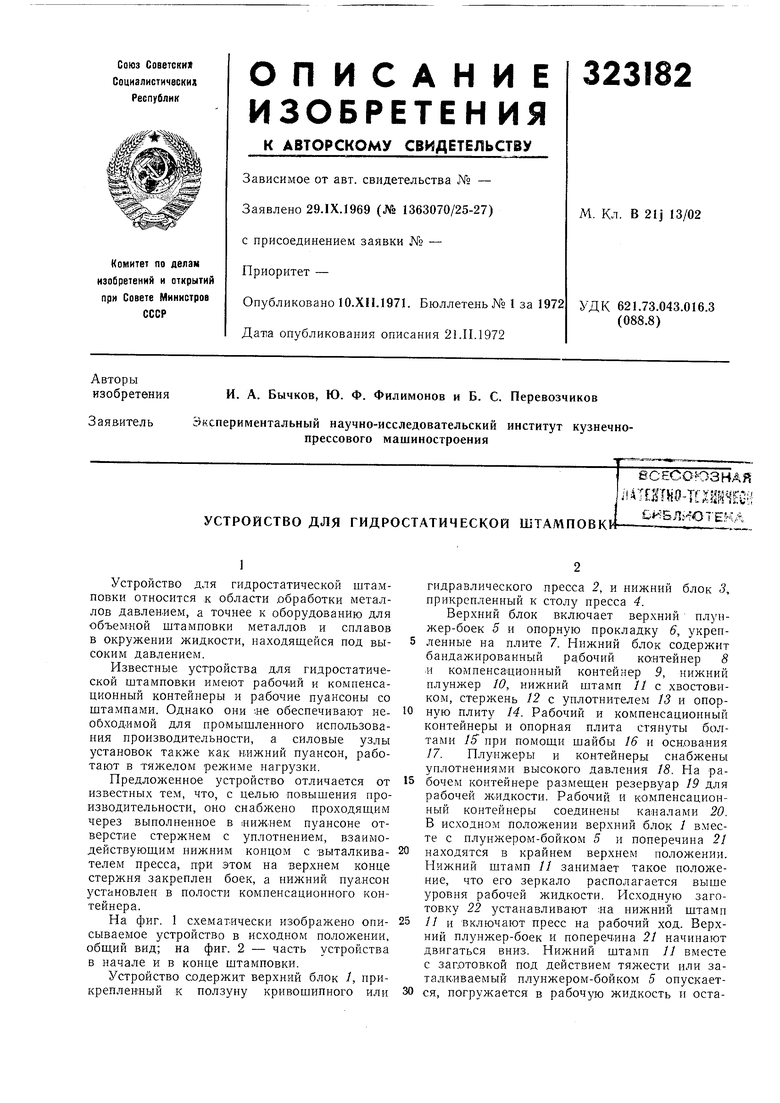
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной гидростатическойшТАМпОВКи | 1973 |
|
SU806202A1 |
| ПРЕСС ДЛЯ ОБЪЕМНОЙ ГИДРОСТАТИЧЕСКОВСЕСОЮЗНАЯПАИНТНО-Т^Х^-"^^'^^ и ffimWft)BWi_ | 1971 |
|
SU314669A1 |
| УСТРОЙСТВО для ОБЪЕМНОЙ ГИДРОСТАТИЧЕСКОЙШТАМПОВКИ | 1971 |
|
SU313590A1 |
| Вертикальная установка для штамповки деталей | 1985 |
|
SU1219220A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
| Гидравлический пресс | 1979 |
|
SU946980A1 |
| Устройство для штамповки изделий из труднодеформируемых материалов | 1989 |
|
SU1703234A1 |
| Штамп для объемной штамповки | 1979 |
|
SU871865A1 |
| Устройство для объемной гидростатической штамповки | 1975 |
|
SU571342A1 |
