Изобретение относится к области обработки металлов давлением, а точнее к оборудованию для штамповки заготовок, помещенных в жидкость, сжатую до высоких давлений.
Известные прессы для объемной гидростатической штамповки не приспособлены для промышленного применения из-за неудобства обслуживания и малой производительности.
Предложенный пресс отличается от известных тем, что, с целью повышения производительности и удобства обслуживания, он снабжен дополнительным резервуаром для рабочей жидкости, установленным на станине с возможностью перемещения синхронно с ползуном и сообщающимся с резервуаром, при этом передняя и задняя стенки последнего выполнены подвижными и установлены в снабженных уплотнениями направляющих, закрепленных «а cTaHKHe.
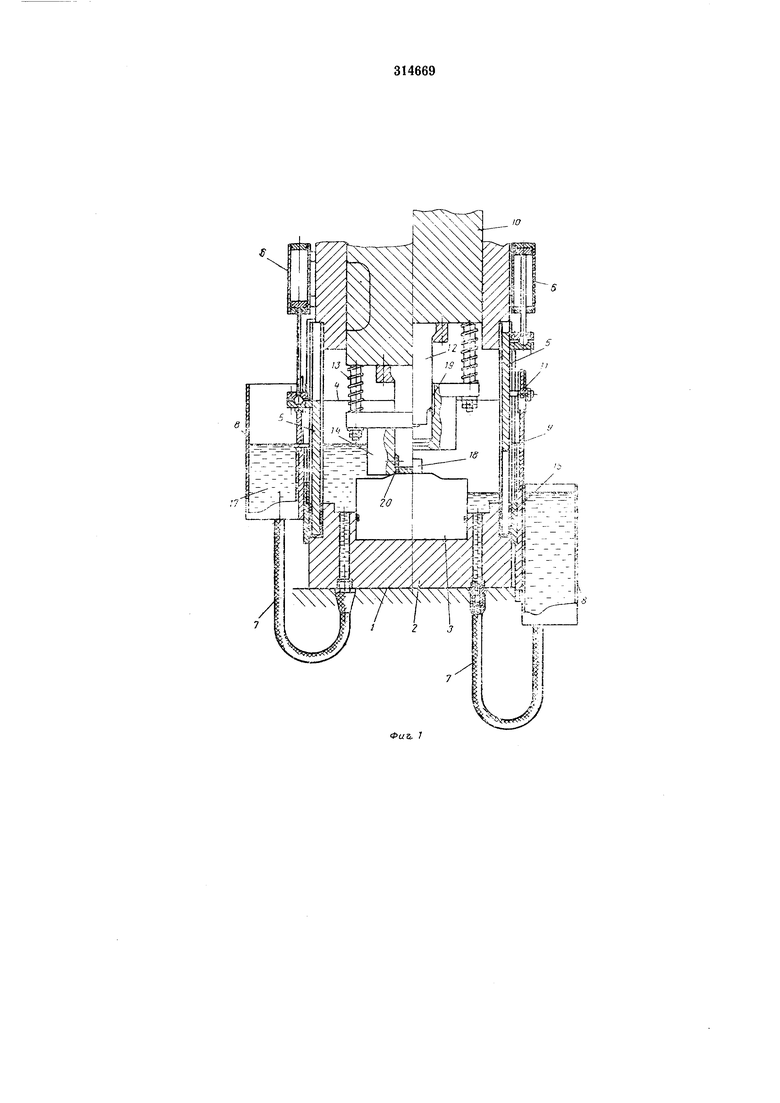
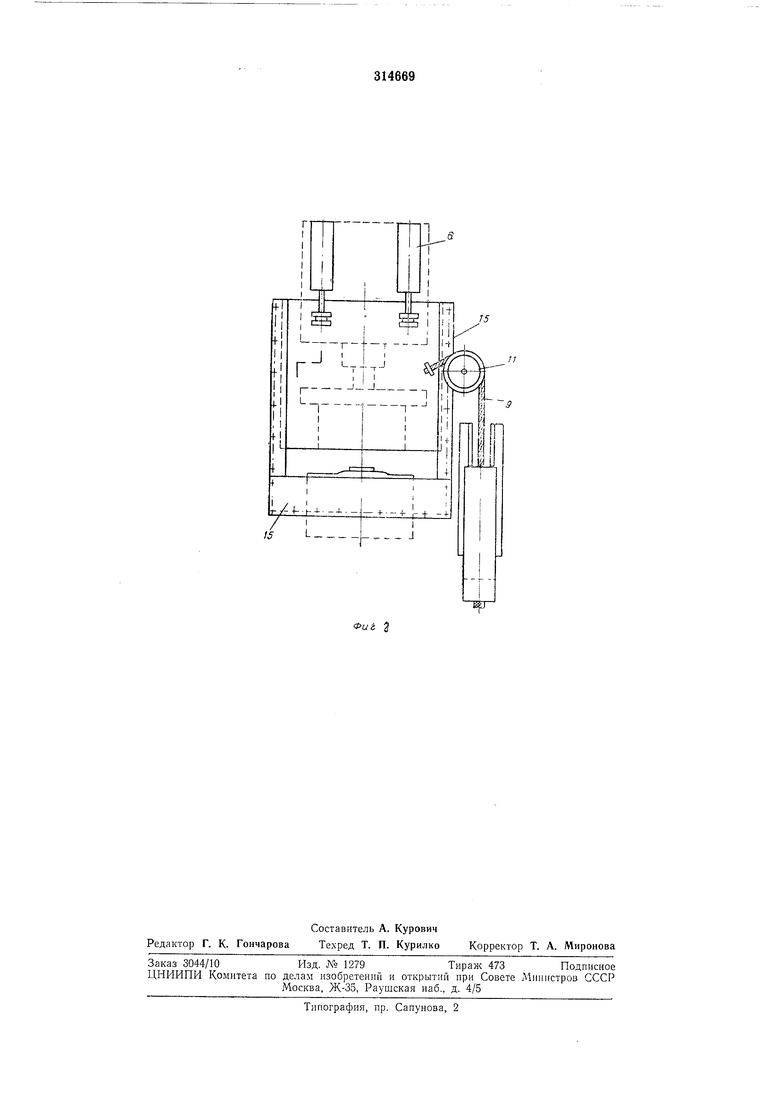
На фиг. 1 схематически изображен описываемый пресс, общий .вид, разрезы; на фиг. 2 - рабочая зона пресса перед удалением детали.
На станине 1 пресса расположены нижний блок 2, на котором закреплен нижний боек 3. Нижний боек и рабочая зона пресса окружены неподвижным резервуаром 4 для рабочей жидкости. Переднюю и заднюю стенки 5 резервуара для рабочей жидкости передвигают вверх и вниз пневмоцилиндры 6. Резервуар 4
соединен каналами и шлангами 7 с подвижными резервуарами 8 для рабочей жидкости. Последние перемещаются вниз и вверх при помощи тросов 9, прикрепленных к ползуну/Л Направление движения резервуаров 8 изменено по отношению iK ползуну с по.мощью роликов 11. На ползуне 10 укреплен плунжербоек 12 и подпружиненный пружинами 13 контейнер 14. Подвижные стенки резервуара 4 помещены в направляющие 15 и уплотняются уплотнениями 16. В исходном положении ползун 10 находится в крайнем верхнем положении, а подвижные резервуары 8 в нижнем положении. Уровень рабочей жидкости 17 заполняющей резервуары 8, ниже зеркала бойка 3. Стенки 5 подняты вверх.
Работает пресс следующим образом.
Заготовку 18 подают клещами в рабочую зону пресса. В результате того, что гравюра штампа осушена, заготовку устанавливают строго в соответствии с конструкцией гравюры штампа, что .повышает точность штампуемой детали. Кроме того, освобождение нил :него бойка от жидкости позволяет контроливать его состояние, очищать контактную поверхность, по которой оп уплотняется с контейнером. После установки заготовки на нижний боек включают пневмоцилиндры 6 и опускают в нижнее положение стенки 5 резервуара 4. Затем включают главный привод
пресса (на чертежах не показан) и ползун 10 движется вниз, а резервуары ,8 движутся вверх. Жидкость из резервуаров 8 по шлангам 7 Неретекает в рабочий резервуар 4 и уровень ее по1вышается выше заготовки 18 и заполняет полость движущегося навстречу контейнера 14. Воздух из контейера удаляется по каналам 19. При дальнейшем двилсении ползуна пресса 1вниз контейнер 14 встречает нижний боек 3 и устанавливается своим сферическим пояском 20 на сферическом пояске нижнего бойка. Оба пояска притерты. После остановки контейнера ллунжер-боек 12 продолжает перемещаться вниз, перекрывает каналы 19, сжимает жидкость внутри «онтейнера. Давление жидкости внутри контейнера действует на внутренний выступ в нем и плотно прижимает контейнер к бойку. Давление продолжает расти до заданной величины, плунжер-боек встречает заготовку и осуществляет ее штамповку в окружении рабочей жидкости, давление в -которой увеличивается до момента окончания деформации. По окончании штамповки ползун 10 движется вверх, давление в контейнере падает до атмосферного, подвилшые резервуары 8 перемещаются вниз и заполняются рабочей жидкостью. Контейнер уходит в крайнее верхнее положение. Отщтампованная деталь освобождается от жидкости. При движении ползуна
10 под действием концевого переключателя включаются пневмоцилиндры 6 и передвигают стенки 5 вверх, в результате этого доступ в рабочую зону свободен с фронта и тыла пресса и оператор легко удаляет деталь из штампа в тару. Затем цикл повторяется.
Описанный пресс может найти применение для осадки, формовки, высадки, чеканки заготовок в условиях гидростатического давления жидкости.
Предмет изобретения
Пресс для объемной гидростатической
штамповки, содержащий смонтированные на станине ползун с установленными на нем пуансоном и рабочим контейнером, нижний боек и расположенный вокруг последнего резервуар для рабочей жидкости с передней,
задней и боковыми стенками, отличающийся тем, что, с целью повышения производительности и удобства обслуживания, он снабл ен дополнительным резервуаром для рабочей жидкости, установленным на станине с (возможностью перемещения синхронно с ползуном ,и сообщающимся с резервуаро,м, при этом передняя и задняя стенки последнего выполнены подвижными и установлены в снабженных уплотнениями направляющих, закрепленных «а станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной гидростатическойшТАМпОВКи | 1973 |
|
SU806202A1 |
| УСТРОЙСТВО для ОБЪЕМНОЙ ГИДРОСТАТИЧЕСКОЙШТАМПОВКИ | 1971 |
|
SU313590A1 |
| В. И. Гусинскийи К. В. НейманЭкспериментальный научно-исследовательский институт кузнечно-прессового машиностроения | 1971 |
|
SU313596A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОЙ ШТАМПОВК1'8СЕСОЮЗНАЯ|лАТШНО-Таш^ЕО^^б^БЛИО'Т'ЕНД | 1972 |
|
SU323182A1 |
| Винтовой пресс для штамповки с кручением | 1988 |
|
SU1555142A1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| Автоматическая линия для горячей штамповки поковок | 1983 |
|
SU1140934A1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| Способ гидромеханической штамповки трубчатых изделий переменного сечения | 1987 |
|
SU1433578A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |