Изобретение относится к области литейного производства, конкретнее к ковшам-дозаторам.
Известны поворотные ковши-дозаторы для заливки металла в форму, включающие заливочное окно, сливной патрубок и привод поворота. При этом -наблюдается изменение его емкости с образованием настыли.
Предложенный поворотный ковш-дозатор отличается от .известных тем, что закреплен консольно на приводном валу, соосно которому на противоположной стенке расположен сливной патрубок. Кроме того, он снабжен регулируемым по высоте опорным устройством. Это уменьшает влияние настыли на емкость ковша-дозатора.
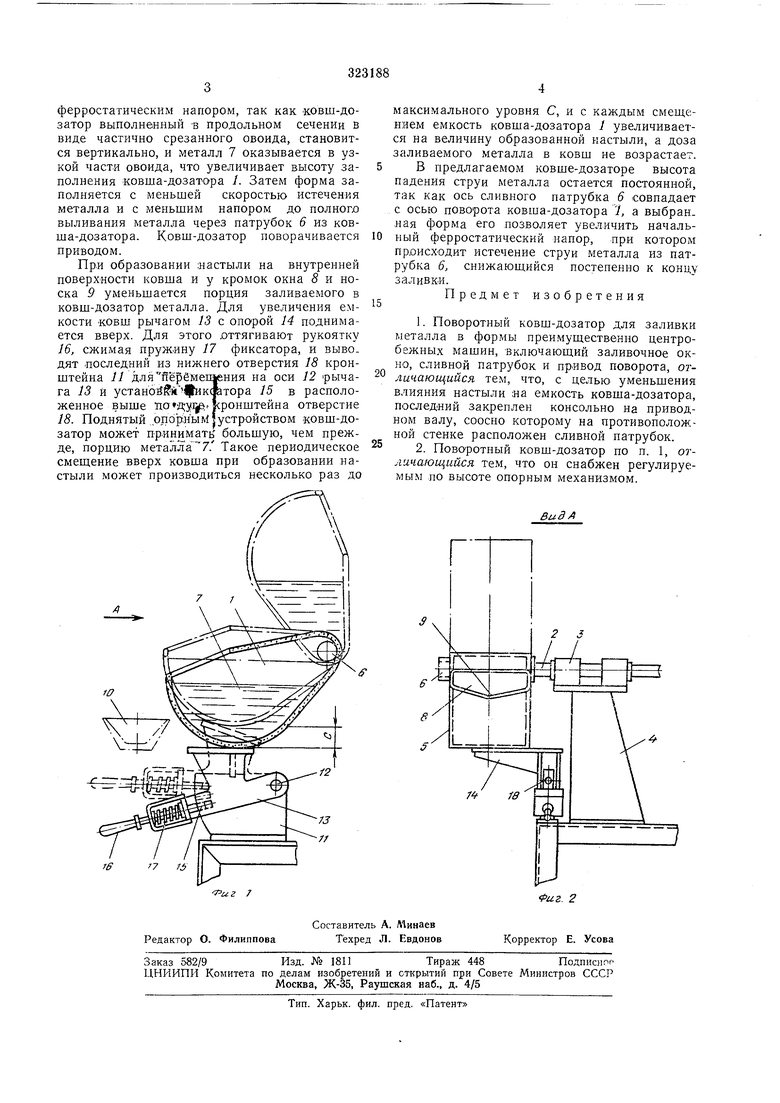
На фиг. 1 показан ковш-дозатор; на фиг. 2 - вид по стрелке А на фиг. 1.
Ковш-дозатор / представляет собой сварную металлоконструкцию, футерованную составом, закрепленную консольно на оси 2, размещенной в подшипниках 3, установленных на кронштейне 4. Ковщ-дозатор / выполнен в продольном сечении в виде частично срезанного овоида с вертикальными боковыми стенками 5 и сливным патрубком 6, совпадающим с осью 2 поворота ковша-дозатора. Для заливки металла 7 в ковше-дозаторе имеется заливочное окно 8 с носком 9 для слива избытка металла и шлака в изложницу 10. Под корпусом ковша-дозатора установлен кронштейн 11, к которому шарнирно на оси 12 прикреплен рычаг 13 с опорой 14, фиксатором 15 и рукояткой 16. Фиксатор рычага 5 поджат пружиной 17, оттягивается и поворачивается по кронштейну // рукояткой 16 и входит в отверстия 18 кронштейна.
Ковщ-дозатор работает следующим образом.
Из разливочного ковша в ковш-дозатор центробежной машины заливают металл 7. Заливка производится в любое время, исключая время поворота ковша-дозатора и время периодического смещения вверх при помощи рычага 13 для увеличения емкости при образовании настыли. Емкость ковша-дозатора рассчитана на количество металла, необходимое для заливки одного изделия, а поэтому для удаления излишка металла и шлака под носком 9 задней стенки ковша-дозатора устанавливают изложницу 10, которая время от времени поворачивается для выбрасывания застывшей чущки в ящик. Ковщ-дозатор с залитой .порцией металла поворачивается на оси 2 в подщипниках 5 и становится вертикально. При этом из сливного патрубка 6, совпадающего с осью вращения ковша-дозатора, истекает металл 7 в форму центробежной машины (на чертежах не показана). Истечение металла идет сначала с большим
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКТОРНЫЙ КОВШ | 1969 |
|
SU255508A1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| Заливочное устройство для машины литья под давлением | 1976 |
|
SU616057A1 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| Заливочное устройство центробежной машины с вертикальной осью вращения | 1975 |
|
SU554938A1 |
| Дозатор жидкого металла | 1975 |
|
SU554946A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| Вакуумный ковш для забора и охлаждения металла или сплава | 1983 |
|
SU1113420A1 |
