Предлагаемая установка может быть применена при автоматизации сварочных работ, термической .резке и других видах юбрабатки изделий со сложным КО.Нтуром обработки.
Известна установка для сварки ириволинейных поворотных изделий, содержащая сварочный практор с маятниковым датчиком положеИия. Однако эта установка позволяет сваривать изделия, имеющие .постоянный или переменный радиус кривизны только одного знака.
Для О|бработки издел1ий сложного ко:нту1ра, имеющих как выпуклые, так и вогнутые участки, предлагаемая установка оснащена пр.едназ-наченной для закрепления изделия сбалансированной балкой с реверсивным приводом, электрически связанным с Маятниковым датчиком тележки, установленной иа направляющих копира, повторяющего контур изделия и заК1репл енного на той же балке.
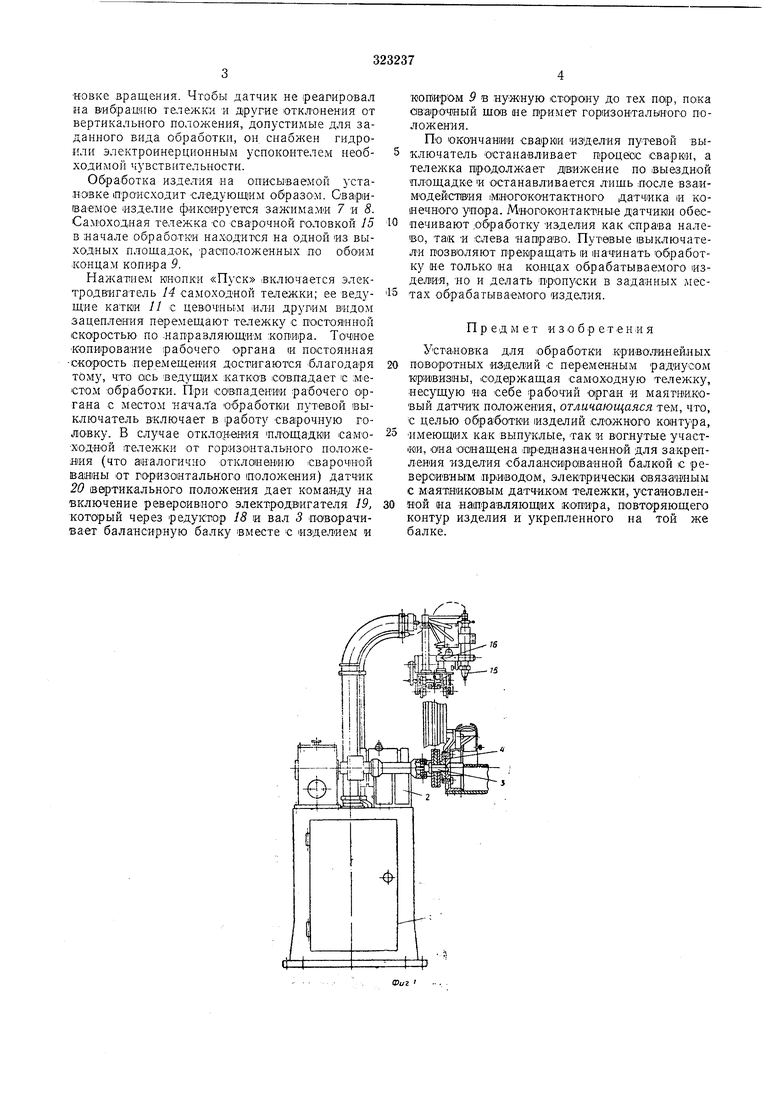
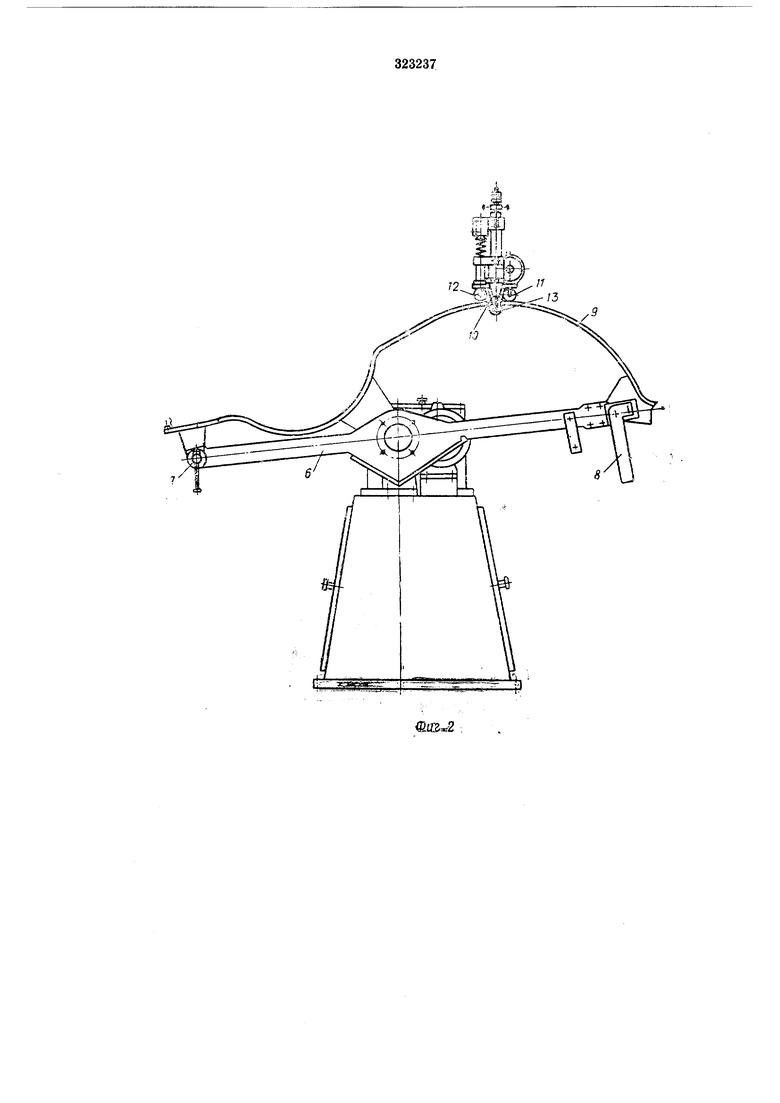
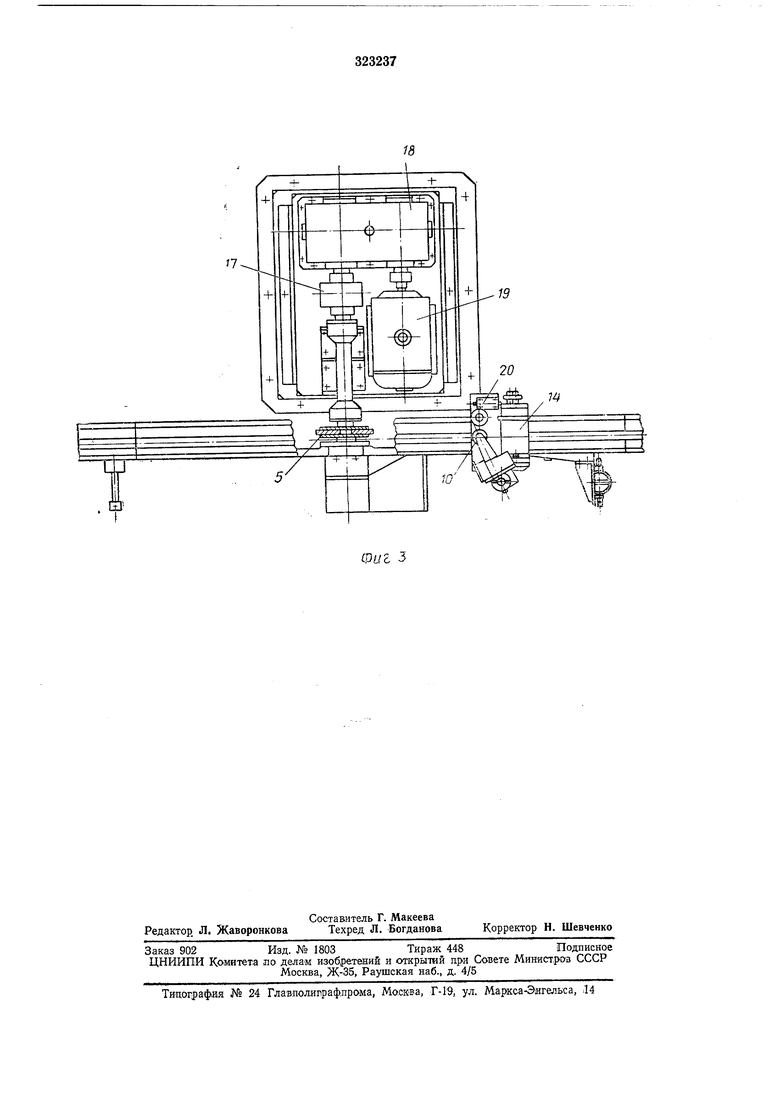
На фиг. 1 изображена описываемая установка, общий вид; на фиг. 2 - то же, вид, спереди; на фиг. 3 - то же, вид в плане.
На станине 1 в подшипниках опары 2 установлен вал 3, имеющий на конце фланец 4 и два дпска 5. К фланцу приюреплен кондуктор, состоящий из балансирной балки 6 и зал имов 7 и S для установки и фиксации обрабаТываемого изделия. Контурная балка (кОПир) 9 прикреплена к дискам 5 вала и к концам баланси.рной балюи. На кОПИрс перемещается при
помощи цевочного зацепления самоходная тележка W, имеющая шесть катков: два ведущих //, два ведомых 12 и два нижних подрессорных 13. Самоходная те тежка получает движение от электродвигателя 14 с редуктором и цепной передачей, передаваемое на ось ведущих катков 11.
Сварочная головка 15 укреплена на тележке при помощи устройства 16, Позволяющего пюднвмать илп опускать ее на Ходу при прохождении крутых выпуклых или вогнутых участков шва, а также перемещать рабочий орган в вертикальном и поперечном направлениях и накЛОнять его к оси сварочного ш,ва во время настройки установки. Для точного направления горелки по Шву (в случае его пропеллерности) устройство 16 позволяет устанавливать на рабочий орган копирующие (приспособления (не показаны).
Вал Через фрикционную муфту 17 и редуктор 18 соединен с ревер|сивным электродвигателем 19. Электрический трехконтактный датчик 20 Вбртикального положения с гидроуспокоителем установлен на площадке самоходной тележки.
Для обеспечения плановой работы установки вращение от реверсивного электродвигателя 19 к.баланСирной 6avTKe передается фрикционную муфту 17, допускающую проскальзывание особенно при включении и остановке вращения. Чтобы датчик не реагировал на вибрацию тележки и другие отклонения от вертикального положения, допустимые для заданного вида обработки, он снабжен гидроили электроинерционным успокоителем необходимой чувствительности.
Обработка изделия на описываемой установке ороисходит следующим образОМ. Свариваемое изделие фиксируется зажимам и 7 и 5. Самоходная тележка со сварочной головкой 15 в ;начале обработки находится на одной из выходных площадок, расположенных ло обоим концам копира 9.
Нажат1иел кнопки «Пуск включается электродвигатель 14 самоходной телелски; ее ведущие катк1и У/ с цеВОчиы.м или другим видом зацепления перемещают тележку с постояиной скоростью по .направляющим копира. Точное копироваиие рабочего органа и постоянная скорость перемещения достигаются благодаря тому, что ось ведущих катков совпадает с ;Mieстом обработки. При совпадении рабочего органа с местом начала Обработки путевой выключатель включает в работу сварочную головку. В случае откло нения площадки самоходной тележки от горизоиталБного положеиия (что аналогично отклонению сварочной ваяны от горизонтального положения) датчик 20 вертикального положения дает команду на включение ревероивиого электродвигателя 19, который через редуктор 18 и вал 5 поворачивает баланс-ирную балку вместе с изделием и
копиром 9 -в нужную iCTapOHy до тех пор, оварочный шов не примет горизонтального nioложения.
По окончании сварки изДелия путевой выключатель останавливает П роцеос сварки, а тележка продолж-ает движение по выездной площадкеИ останавливается лишь после взаимодействия 1многоконтактного датчика и конечного упора. Многоконтактны.е датчики обеспечивают обработку изделия как справа налево, так и Слева направо. Путевые выключатели позволяют прекращать и начинать обработку не только на кодцах обрабатываемого изде аия, но и делать пропуски в заданных местах обрабатываемого изделия.
Пред м е т и з lO б р е т е н и я
Уста1новка для обработки криволи-нейлых поворотных изделий с переменным радиусом К1р1И1Визны, содержащая самоходную тележку, несущую на себе рабочий орган и маятниковый датчик положения, отличающаяся тем, что, с целью обработки 1изделий сложного кантура, имеющих как выпуклые, так и вогнутые участии, она осиащена ир-едназначенной для закрепления изделия сбалансированной балкой с ревероивньш приводом, электричесюи овязаниым с Маятниковым датчиком тележки, установленной на направляющих копира, повторяющего контур изделия и укрепленного на той же балке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки-выгрузки | 1981 |
|
SU960515A1 |
| Установка для автоматической сварки замкнутых криволинейных швов | 1976 |
|
SU608631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| ВАГОНОТОЛКАТЕЛЬ ДЛЯ ПЕРЕМЕЩЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ (ВАРИАНТЫ) И ПЛАТФОРМА ВАГОНОТОЛКАТЕЛЯ ДЛЯ ПЕРЕМЕЩЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2011 |
|
RU2477694C2 |
| Машина для заглаживания поверхности отформованных изделий | 1981 |
|
SU1039721A1 |
| АКТИВНЫЙ ПРОПАШНОЙ АГРЕГАТ | 2009 |
|
RU2400036C1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Универсальный штоковый вращатель трубного узла | 2021 |
|
RU2779655C1 |
| КРАН ДЛЯ ОБРАЩЕНИЯ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ В ЗАЩИТНОЙ КАМЕРЕ | 2007 |
|
RU2352516C1 |
ФОЗж ;
CD L/C
