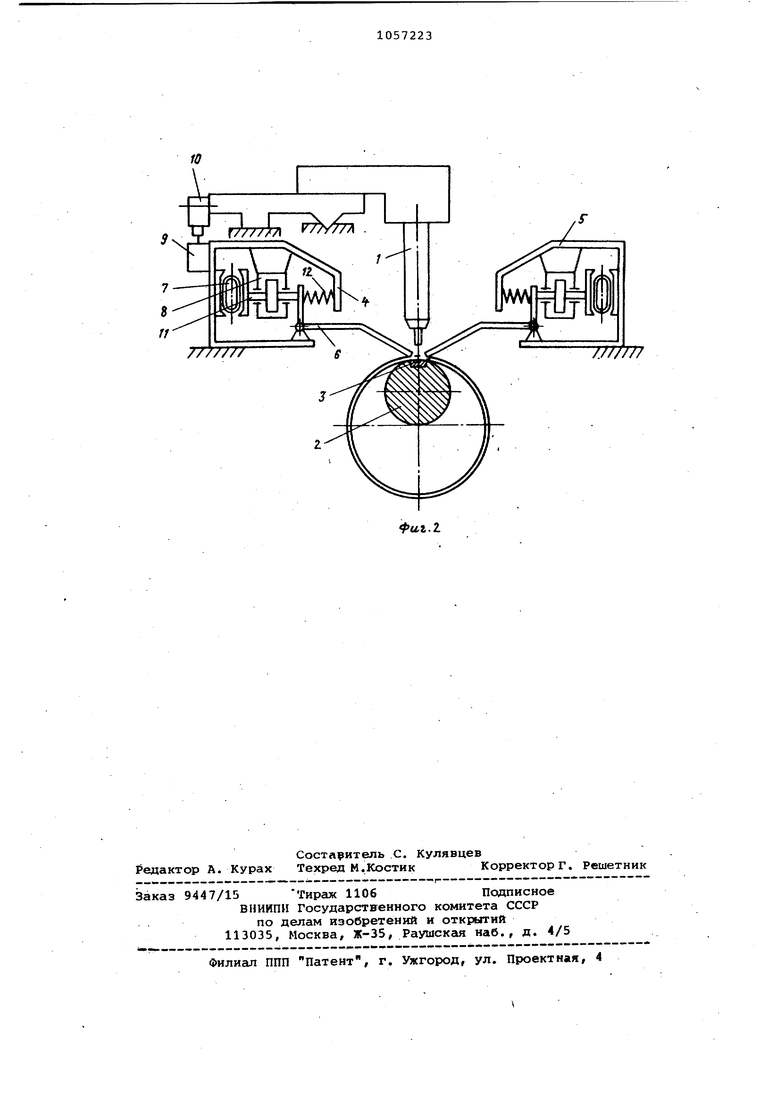
Изобретение относится к сварочной технике и может быть использовано для автоматической сварки труб, обечаек и листов в химическом и сель скохозяйственном машиностроении, судостроении, и других отраслях промлипенности. Известен стенд для сварки полотнищ; содержащий смонтированную на стойках основания балку с прижимными элементами и направлямдими для перемещения сварочно.го автомата с горелкой. В этом стенде прижимные элементы выполнены в виде приводных клавиш, управляющих путевыми выключателями, взаимодействуклцими с копиромj за- , крепленным на сварочной головке i , Недостатком стенда является то, что для прохода сварочного автомата необходимо отводить прижимные элемен ты в зоне сварки, это приводит к сни жению качества сварного соединения и не позволяет производить сварку тонкостенных деталей из-за их коробления в. зоне сварки. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для сварки продольных швов, содержащая смонтированные на основании подвижную сварочную головку и две продольные прижимные балки с установлен ными на них клавишными прижимами с основным и дополнительным приводами, при этом дополнительный привод выпол нен в виде установленной на балке с .возможностью перемещения вдоль нее каретки сваршика с регулируемым грузом и поджимающими катками, воздействующими на изделия через металлическую ленту 21 . Однако известная конструкция дополнительного привода обеспечивает прижим лишь одной из кромок изделия в зоне сварки, но не позволяет прижать обе кромки на требуемом расстоянии от зоны сварки, что также приводит к короблению тонкостенных изделий и снижению качества сварки. Цель изобретения - повьшение каче ства сварки тонкостенных изделий путем дополнительного прижима сваривае мых кромок на требуемом расстоянии от зоны сварки. Поставленная цель достигается тем что в установке для сварки продольны швов, содержащей смонтированные на основании подвижную сварочную головку и две П1родольные прижимные балки установленными на них клавишными при жимами с основным и дополнительные приводами, дополнительный привод выполнен в виде индивидуальных силовых цилиндров для каждой клавиши, при этом на балке смонтированые путевые выключатели, соединенные с индивидуальными силовыми цилиндрами, ai сварочная головка снабжена копиром для этих выключателей. На фиг. 1 показана схема установки; на фиг. 2 - поперечный разрез балок и консоли. Установка содержит подвижную сварочную головку 1, установленную на основании поворотную консоль 2 с шовоформующей подкладкой 3, расположенные по обе стороны от консоли две продольные балки 4- и 5, на каждой из которых смонтированы клавишные прижимы 6 с приводами 7 пн мошлангового типа. Каждый клавишный прижим снабжен дополнительным приводом 8, выполненным в виде силового цилиндра, связанного с путевым выключателем 9. На сварочной головке 1 установлен копир 10, взаимодействующий с выключателем 9. Основные приводы 7 взаимодействуют с клавишными прижимами 6 через штоки 11 дополнительных приводов, клавишные прижимы снабжены возвратными пружинами 12. Установка работает следукядим образом. На поворотную консоль 2 надевают сформированную заготовку трубы и консоль устанавливают в рабочее положение. Сжатыйвоздух подсшт в пневмошланговые приводы 7 балок 4 и 5 и заготовку трубы прижимают к шовофориующей подкладке 3, при зтом величина прижимного усилия значительно меньше усилия, необходимого для сварки. Сварку трубы начинают с началом движения сварочной головки 1, при этом копир 10 последовательно включает путевые выключатели 9, которые подают сжатый воздух в соответствующие цилиндры дополнительных приводов 8. Таким образом, усилие прижима в зоне сварки становится равным номинальному. Вместе с перемещением сварочной головки перемещается и зона приложения дополнительного усилия. Благодаря тому, что дополнительные приводы выполнены в виде индивидуальных силовых цилиндров для каждой клавиши, на балке смонтированы путевые выключатели, соединенные с этими цилиндрами, а сварочная головка снабжена копиром для путевых выключателей, предлагаемая установка обеспечивает повышение качества сварки тонкостенных изделий путем дополнительного прижима свариваемых кромок на требуемсм расстоянии от зоны сварки по сравнению с базовым объектом, в качесгве которого принят прототип.
г-н- - J
V fTJ TTjiT .
фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ | 1973 |
|
SU419351A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1985 |
|
SU1266697A1 |
УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ, содержащая смонтированные на основании подвижную сварочную г JL JL ILJLJ головку и две продольные- Прижимные балки с установленными на них клавишными прижимами с основным и дополнительным приводами, отличающ .а я с я тем, что, с целью повьшения качества сварки тонкостенных изделий путем дополнительного прижима свариваемых кромок на требуемом расстоянии от зоны сварки,дополнительный привод выполнен в виде индивидуальных силовых цилиндров для каикдой клавиши, при этом на балке смонтированы путевые выключатели, соединенные с индивидуальными силовыми цилиндрами, а сварочная головка снабжена копиром для этих выключателей. h-fls ;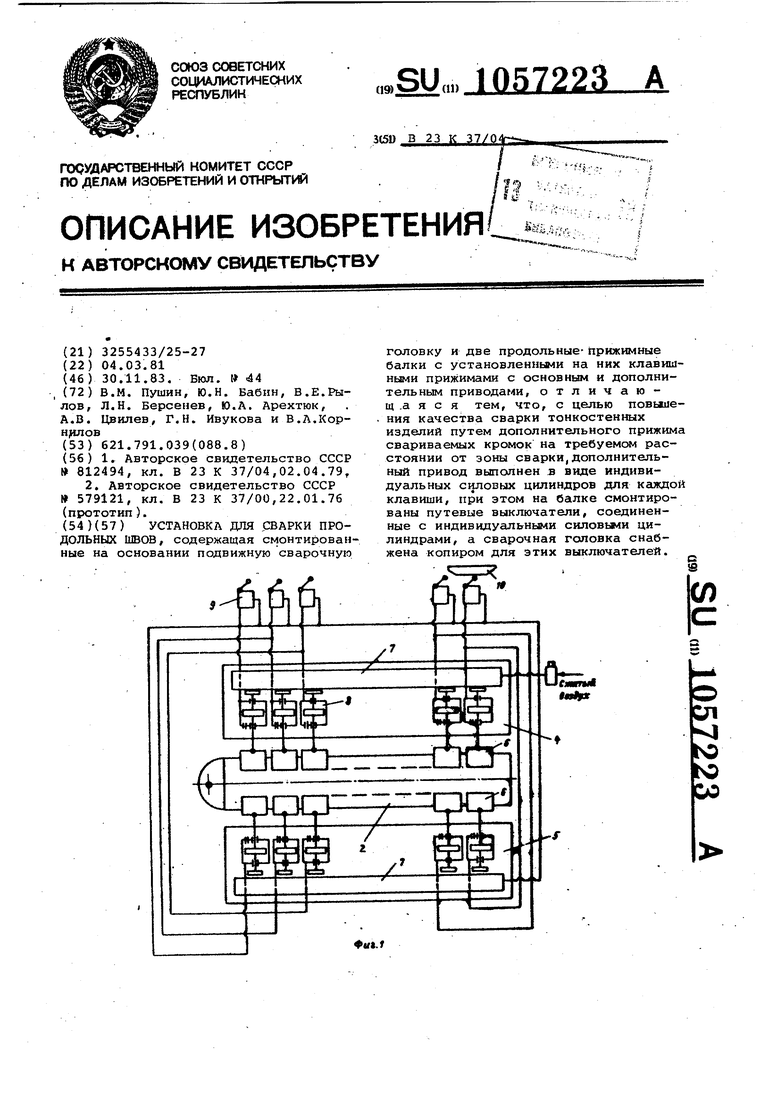
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU812494A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Стенд для сборки и дуговой сварки тонколистовых конструкций | 1976 |
|
SU579121A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
