I
Изобретение относится к области сварки, преимущественно к устройствам для сварки замкнутых криволинейных швов.
Известна установка для автоматической сварки замкнутых криволинейных швов, содержащая смонтированные на основании привод вращения и привод продольного перемещения изделия, а также сварочную головку 1.
Однако известная установка обеспечивает лишь сварку швов с выпуклым контуром, радиусы скруглений которого совмещаются с осью поворота изделия.
Наиболее близким по техническому рещению является установка для автоматической сварки замкнутых криволинейных швов, содержащая смонтированные на станине привод вращения изделия, направляющие для сварочной головки, а также механизм перемещения этой головки с приводом 2.
Данная установка позволяет сваривать изделия, радиус скругления которых не совпадает с осью поворота изделия, однако не обеспечивает сварки швов с вогнутым контуром.
Целью изобретения является обеспечение сварки замкнутых криволинейных швов с вогнутым контуром.
С этой целью механизм перемещения сварочной головки выполнен в виде закрепленного на выходном валу привода перемещения сварочной головки полого вала с продольным пазом, установленного параллельно направляющим и оснащенного смонтированным внутри того вала дифференциальным винтом, соединенным приводом вращения изделия, а также закрепленной на сварочной головке гайки, смонтированной с возможностью перемещения в продольном пазу вала и установленной на дифференциальном винте.
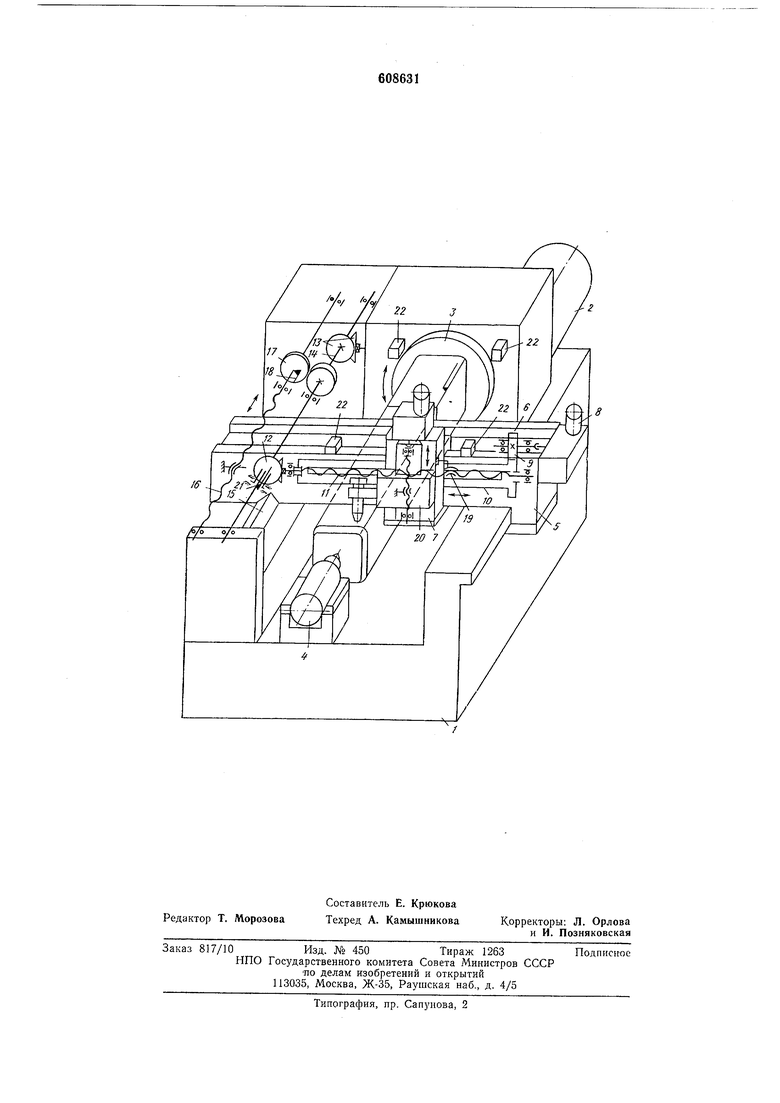
На чертеже схематически изображена установка.
Установка содержит станину 1, на которой смонтированы привод 2 вращения изделия
на выходном валу которого установлена планшайба 3 с зажимами для изделия, а также задняя бабка 4 и балка 5 с направляющими 6 для сварочной головки 7. На балке 5 смонтирован привод 8 перемещения сварочной головки, выходной вал которого соединен посредством шестерни 9 с полым валом 10, установленным параллельно направляющим. Полый вал 10 выполнен с продольным пазом.
Внутри полого вала 10 установлен дифференциальный винт И, соединенный посредством конических шестерен 12 и 13, смонтированных на валу 14, с приводом 2 вращения изделия.
На станине 1 смонтироваиы направляющие
15 для балки 5 и ходовой винт 16 с шестерней 17, взаимодействующей с приводом 2 вращения изделия.
Ходовой винт 16 выполнен с шпоночным пазом, в котором смонтирована скользящая шпонка 18.
На сварочной головке 7 закреплена гайка 19, смонтированная с возможностью перемещения в продольном пазу вала и установленная на дифференциальном валу 14.
Сварочная головка 7 оснащена регулятором 2и длины дуги.
На валу 14 смонтирована скользящая шпонка 21.
Приводы 2 и 8 выполнены в виде приводов постоянного тока для обеспечения плавной регулировки оборотов, последовательность включения приводов обеспечивается путевыми выключателями 22, которые располагают в зависимости от конфигурации свариваемого шва.
Установка работает следующим образом.
После закрепления изделия на планшайбе 3 устанавливают путевые выключатели 22 по точкам срабатывания, соответствующим точкам раздела прямолинейных и криволинейных участков шва, и перемещают балку 5 со сварочной головкой 7 по направляющим 15 до совмещения горелки со свариваемым швом. Это перемещение балки 5 осуществляют ходовым винтом 16, соединенным с приводом 2 вращения шестерней 17, зафиксированной на валу 14 скользящей шпонкой 18.
Затем записывается программа скорости перемещения гайки 19 на холостом ходу по дифференциальному винту И. По этой программе сваривается вся серия изделий.
При сварке замкнутого кольцевого шва, имеющего форму выпуклого многогранника со скругленными углами, сварочная головка 7 ставится в точку сопряжения криволинейной поверхности с прямолинейной, а сварка ведется в сторону прямолинейной поверхности от криволинейной. При сварке прямолинейного участка включают привод 8 перемещения сварочной головки 7, который, вращая полый вал 10, перемещает гайку 19 со сварочной головкой вдоль неподвижного дифференциального винта И.
По окончании сварки прямолинейного участка шва срабатывают путевые выключатели 22, смонтированные на направляющих 6 балки 5, и включают привод 2 вращения изделия.
Затем жестко фиксируют коническую шестерню 12 на валу 14 скользящей шпонкой 21. При этом вращение от привода 2 передается на дифференциальный винт И.
Скорости вращения винта 11 и полого ва.ла 10 подобраны так, что за время поворота изделия при сварке криволинейного участка сварочная головка 7 перемещается в обратную сторону до точки сопряжения этого криволинейного и последующего прямолинейного участков. Разность по высоте свариваемых участков шва при этом компенсируется регулятором 20 длины дуги. Когда прямолинейный участок занимает положение, параллельное направляющим 6 балки 5, срабатывают путевые выключатели 22, которые отключают привод 2 вращения изделия и производят реверс перемещения.
Работа установки при сварке последующих участков шва изделия осуществляется аналогичным образом.
При сварке изделий, имеющих вогнутый контур, сварочная головка вводится во внутрь свариваемого изделия.
При сварке выпукло-вогнутого контура выпуклая его часть сваривается выще описанным способом, а при сварке вогнутой части сварочная головка 7 не перемещается в обратном направлении в исходное положение, а движется в том же направлении, так и при сварке прямолинейных участков.
Предложенная установка обеспечивает сварку швов как выпуклого, так и вогнутого контура в автоматическом режиме.
Формула изобретения
Установка для автоматической сварки замкнутых криволинейных швов, содержащая смонтированные на станине привод вращения изделия и направляющие для сварочной головки, а также механизм перемещения этой головки с приводом, отличающаяся тем, что, с целью обеспечения сварки швов с вогнутым контуром, механизм перемещения сварочной головки выполнен в виде закрепленного на выходном валу привода перемещения сварочной головки полого вала с продольным пазом, установленного параллельно направляющим и оснащенного смонтированным внутри этого вала дифференциальном винтом, соединенным с приводом вращения изделия, а также закрепленной на сварочной головке гайки, смонтированной с возможностью перемещения в продольном пазу вала и установленной на дифференциальном винте.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №375145, кл. В 23К 37/04, 1971.
2.Патент ФРГ № 964555, кл. 49h 37/02, 1957.
fff -,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Устройство для сварки | 1978 |
|
SU816731A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Устройство для шовной сварки | 1978 |
|
SU751541A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для автоматической сварки криволинейных поверхностей | 1981 |
|
SU1013102A1 |