Изобретение относится к производству высоковольтных изоляторов.
Известны станки для формования изоляторов с внутренней нарезкой, содержандие пуансон и шпиндель. Пуансон выполнен в виде фасонного вкладыша. Однако на таких станках нельзя изготовить крупногабаритные изоляторы с глубокой внутренней полостью и резьбой.
Предлагаемый станок не имеет этих недостаткс в и отличается от известных тем, что пуансон выполнен в виде шарообразной головки с ребрами но форме изделия, установленной с возможностью враш,ения в вертикальной плоскости и снабженной эксцентрично расноложенным хвостовиком и зубом.
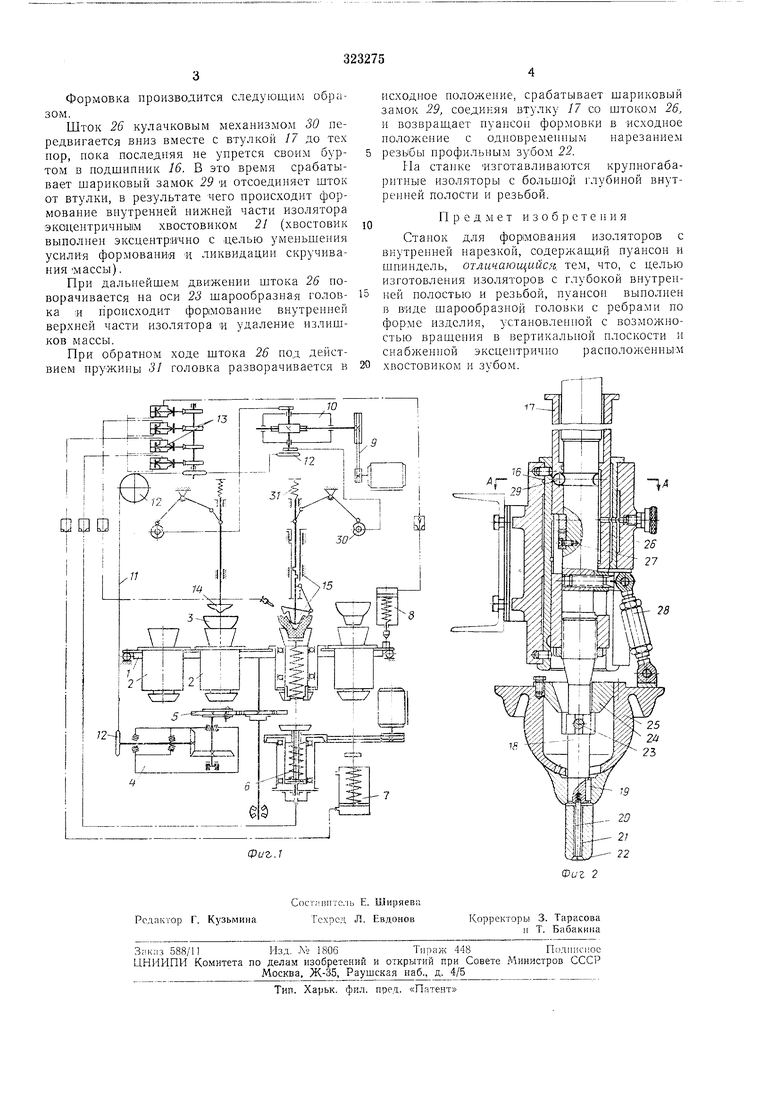
На фиг. 1 изображен онисываемый станок, общий В11д; на фиг. 2 - пуансон в разрезе.
Станок для формования изоляторов с внутренней нарезкой состоит нз узлов, смонтированных на раме.
На поворотном столе / станка размещены шпиндели 2, в гнездах которых вставляются гипсовые формы 3. Мехагшзм поворота стола содержит редуктор 4 и мальтийский, механизм 5, механизм 6 вращения шпинделей с нневмофрикцнонным включением, цилиндр 7 выталкивания гипсовых форм, цилиндр 8 фиксации, главный привод, состоящий нз клиноременной передачи 9 п редуктора 10, цепную
передачу // со звездочками 12, воздухораснределительный 1 еханнзм 13, пуансон 14
прижима кома, пуансон 1о формовки.
Последний состоит из подщннннка 6 н
втулки 17 с ввернутым на конце валом 18, на
котором закреплен при помощи шпонки 19 и
винта 20 эксцентрично выполненный хвосто.вик 2 с профильным зубом 22, а при помощи
оси 23 и крышки 24 - шарообразная головка 25 с ребрами. На штоке 26 смонтированы шпонка 27 и тяга 28. Имеется шарнковый замок 29.
Возвратно-поступательное движение пуансона 14 прижима кома и пуансона 15 осуществляется нри номощи кулачковых механизмов 30 и пружины 31.
Станок работает следуюннм образом. Гипсовая форма 3 с комом массы устаиавливается в гнездо шпинделя 2 н нри повороте стола / подается на позицию прнжн ia, где происходит носадка кома в форму при номоши пуансона 14. При последующем повороте стола форма с посаженным комом
подается на формовку. Изолятор формуется H aiicoHOM 15 с одновременной нарезкой резьбы. После следующего новорота стола форма с заготовкой изолятора выталкивается из гнезда шпинделя 2 с помощью цилиндра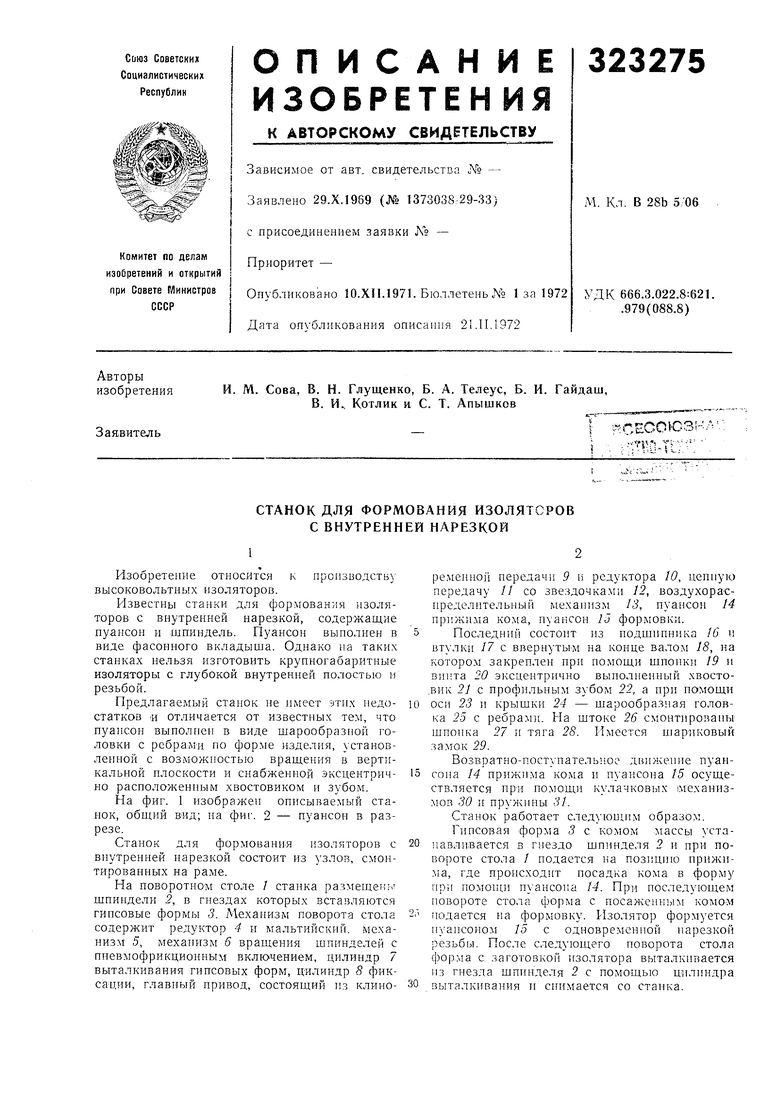
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ полых ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 1968 |
|
SU231356A1 |
| ПЕРЕНОСНЫЙ ГОРИЗОНТАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК | 1970 |
|
SU268853A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТЕКЛОИЗ'З^ИЙ с ВНУТРЕННЕЙ РЕЗЬБОЙ | 1970 |
|
SU274312A1 |
| АВТОМАТ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU305040A1 |
| АВТОМАТИЧЕСКИЙ УНИВЕРСАЛЬНЫЙ | 1967 |
|
SU194517A1 |
| УСТАНОВКА ДЛЯ НАКАТА РЕЗЬБЫ НА ТРУБЕ И ЕЕ ОТРЕЗКИ | 1970 |
|
SU276779A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
