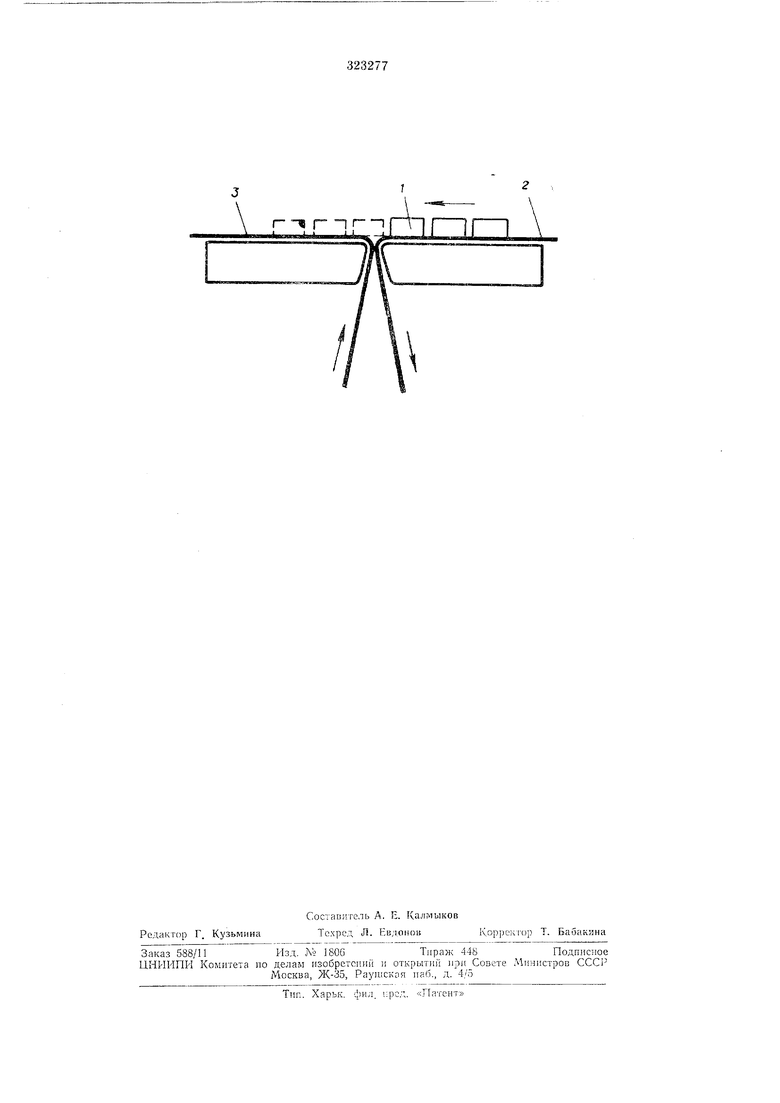
Изобретение может применяться на заводах, производящих электровакуумные приборы. Известен способ металлизации керамических деталей, заключающийся в нагреве деталей и вдавливании их в металлизационный слой ленты-иодложки. Цель изобретения - повысить производительность и улучшить качество деталей. Достигается это тем, что снятие керамнческих деталей с ленты-подложки осуществляют измененнем направления движения ленты-подложки, причем детали автоматически перемещают в момент начала их отрыва от ленты-нодложки па транспортерную ленту, которой сообщают скорость движения, равпу скорости движения ленты-подложкн. На чертел е показано изменение направления движения ленты-нодложки и ее расположение относительно транспортной ленты. Детали /, металлизированные путем предварительного нагрева до заданной температуры и вдавливания в металлизациопный слой ленты-подложки 2, остаются на ней под действием силы сцепления с металлизационньгм слоем и собственного веса. При этом сила сцепления металлизациопргого слоя с керамикой больше, чем с лентой-подложкой. )1ить направление движения, постепенно, отрываясь от металлизадиоиного слоя, расположенного по их паружному контуру, и от ленты-подложки, подхватываются транспортерной лентой 3 и направляются к месту их складирования. Наличие минимального зазора между лентой-подложкой 2 и транспортерной лентой 3, их одновременное движение с одинаковой скоростью и изменение нанравлеиия движения ленты-подложки в зазоре обесиечивают снятие одновременно ряда деталей без повреждения нанесенного на них металлизационпого слоя. Нредмет пзобретення Снособ металлизации керамических деталей, заключаюпдийся в нагреве деталей и вдавливании их в металлизационный сло1 ленты-подложки, отличающийся ICM, что, с целью новыщення качества деталей и пропзводительпости, снятие керамических деталей с ленты-иодлон ки осуществляют измененнем направления дв жения ленты-нодлол кн, причем детали автоматически пере ещают в .момент начала их отрыва от ленты-подложки на транспортерную ленту, которой сообщают скорость двнжения, равную скорости движения ленты-подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU383605A1 |
| Устройство для металлизации деталей | 1970 |
|
SU447462A1 |
| Устройство для металлизации деталей | 1977 |
|
SU679644A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 1999 |
|
RU2164904C1 |
| Устройство для металлизации прямоугольных керамических деталей | 1977 |
|
SU664950A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| Способ металлизации керамических изделий | 2021 |
|
RU2777312C1 |
| Способ металлизации керамических изделий | 1982 |
|
SU1058946A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 2019 |
|
RU2803161C2 |
| Способ металлизации керамики под пайку | 2002 |
|
RU2219145C1 |