Изобретение относится к электронной технике, в частности к способам металлизации керамики.
Известен ряд способов металлизации керамики, выполняемых путем нанесения на поверхность заготовки пасты из тугоплавких металлов с последующим обжигом (1, 2).
Недостатком указанных способов является низкая прочность сцепления металлического покрытия с керамикой.
Наиболее близким техническим решением к заявляемому решению является способ металлизации керамики с предварительным шерохованием поверхности заготовки, причем шерохование осуществляется путем удаления органического связующего из приповерхностного слоя неспеченной керамики, путем разложения полимерного материала в приповерхностном слое с помощью ультрафиолетового излучения, производимое в условиях высокого вакуума (3).
Недостатком указанного способа является сложность технологического процесса, необходимость интенсивного ультрафиолетового излучения поверхности, недостаточная эффективность удаления органического связующего при использовании в качестве связующего вязких высокомолекулярных соединений, необходимость индивидуальной обработки каждого слоя керамической платы и невозможность улучшения прочности спая металл-керамика на сослоеных металлокерамических коммутационных платах с внутренним расположением слоев коммутации.
Изобретение позволяет повысить прочность сцепления металла с керамикой и упростить процесс металлизации при изготовлении многослойных коммутационных плат.
Это достигается тем, что после литья, сушки, металлизации и сослоения платы шерохованию подвергаются не поверхности керамической подложки и металлизационного слоя, а границы между металлизационным слоем и керамической подложкой, причем и подложка и пленка остаются в пластичном состоянии и допускают последующую технологическую обработку (резку, вырубку отверстий) по существующей схеме технологической обработки многослойных плат. Другим отличием является то, что локальное шерохование границы металлизационного слоя и керамики осуществляют путем центрифугирования (вращения) платы вокруг оси, параллельной ее поверхности. Скорость вращения центрифуги составляет от 10 до 11000 об/мин, радиус вращения от 0,1 до 2 м, время вращения от 1 до 120 мин в зависимости от вязкости органического связующего. В процессе центрифугирования тяжелые частицы металла седиментируются (утапливаются) в органическом связующем, проникая в керамическую подложку на глубину, сравнимую с размером частиц керамики, т.е. на глубину 1...10 мкм. Размер частиц металла, применяемого для изготовления паст составляет 1...5 мкм. В процессе центрифугирования платы, имеющие поверхностную металлизацию, должны быть обращены металлизационным слоем в сторону оси вращения центрифуги. Платы, имеющие только внутренний слой коммутации, могут быть обращены к центру вращения любой стороной.
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемый способ отличается от известного тем, что шерохование затрагивает только границу металлизационного слоя и поверхности подложки, происходит без удаления органического связующего и не нарушает рельефа и других свойств поверхности отдельных слоев многослойной платы. Перечисленные отличия позволяют сделать вывод о соответствии заявляемого способа критерию изобретения "новизна".
Признаки, отличающие заявляемое техническое решение от прототипа, не выявлены в других технических решениях, следовательно, можно сделать вывод о соответствии заявляемого решения критерию "существенные отличия".
В предлагаемом способе шерохование границы металлизационного слоя и керамической подложки осуществляют путем центрифугирования керамической подложки, вращающейся вокруг оси параллельной поверхности подложки со скоростью вращения от 10 до 11000 об/мин в течении от 1 до 120 мин, благодаря чему тяжелые частицы металлизационного слоя, преодолевая вязкое трение органического связующего, внедряются в заполненные органическим связующим промежутки между частицами Al2O3 керамической подложки. При этом контакт между частицами металла сохраняется, контакт между частицами Al2O3 также сохраняется. Внедрение происходит на глубину, близкую к диаметру частиц Al2O3 подложки. Если рассматривать модель двух гребенок, центрифугирование эквивалентно вдавливанию системы зубьев одной гребенки в систему зубьев другой гребенки. После спекания и пропитки металлизационного слоя стеклом граница между металлизационным слоем и подложкой становится шероховатой, трещина в стекле в процессе своего распространения по границе металл-керамика непрерывно натыкается на зерна металла или Al2O3, траектория ее движения становится ломаной, длина отдельных прямолинейных участков ломанной линии не превышает размеров частиц металла и Al2O3, и как правило существенно ниже критической длины трещины в стекле.
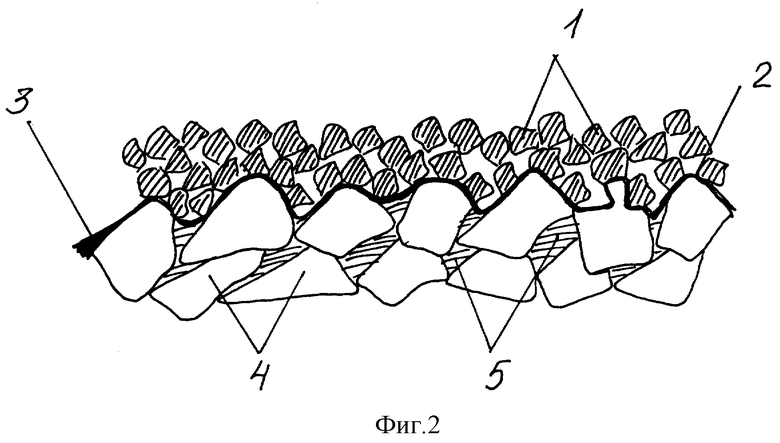
Достижение положительного эффекта при осуществлении заявляемого способа объясняется следующим: после нанесения металлизационного слоя на пластифицированную подложку выглаженная органическим связующим поверхность керамики имеет минимальную шероховатость, нижняя граница металлизационного слоя повторяет контуры поверхности подложки, в результате чего частицы металла не проникают между частицами поверхностного слоя керамики, и в лучшем случае частицы металла и твердые частицы подложки соприкасаются вершинами в тех точках, где вершины этих твердых частиц совпадают с границей органического связующего, пропитывающего пленку и подложку (фиг. 1). В результате центрифугирования частицы металла проникают в объем органического связующего, заполняющего пространство между твердыми частицами керамики (фиг. 2). Граница между металлизационной пленкой и подложкой в этом случае становится неровной, высота микронеровностей составляет от нескольких единиц до нескольких десятков микрон. Трещина, распространяющаяся по границе металл-керамика в этом случае быстро останавливается, натыкаясь на частицы металла или керамики.
На фиг. 1 изображено состояние границы металлизационного слоя и подложки до центрифугирования.
Фиг. 2 отражает состояние той же границы после центрифугирования, где: 1 - граница металлизационного слоя; 2 - граница металлокерамического спая; 3 - толщина по границе металлокерамики; 4 - твердые частицы керамической подложки; 5 - органические связующие.
Способ металлизации керамики осуществлен следующим образом.
После литья и подсушки керамическая заготовка состоит из частиц окислов (Al2O3), промежутки между которыми заполнены органическим связующим (акрилил, воск, поливинилбутираль и др.), придающим заготовке пластичность, прочность, упругость, что позволяет осуществлять технологическую обработку заготовок, т.е. резку, нанесение металлизации, прессовку многослойных плат и т.п., в то же время наличие органического связующего, заполняющего промежутки между частицами окислов в поверхностном слое, выглаживает поверхность неспеченной керамической заготовки, а после нанесения металлизационной пасты не позволяет частицам металла углубляться в толщу керамической подложки, уменьшая тем самым длину границы раздела металлизационной пленки и керамической подложки. После выжигания органического связующего частицы металла не проседают в просветы между частицами Al2O3 подложки. При этом поверхность керамической подложки, обращенная к металлизации, становится шероховатой и напоминает гребенку. Точно так же поверхность металлизационного слоя, обращенная к керамике, становится шероховатой после выжигания содержащегося в ней органического связующего и также напоминает гребенку. Но "гребенка", образованная поверхностными частицами керамики и "гребенка", образованная обращенными к керамике частицами металлизационного слоя, не входят одна в другую и соприкасаются только вершинами зубьев. После спекания металлизированной платы и плавления стеклообразного связующего, входящего в состав керамики, стекло пропитывает керамическую подложку и металлизационный слой. Тем самым определяется прочность сцепления металлизации с керамикой и прочность самой керамической подложки и металлизационного слоя. В то же время, поскольку зубья двух гребенок металлизационной и керамической соприкасаются только вершинами, трещина, распространяющаяся по границе металлизации и керамической подложке, возникающая, например, при термическом нагружении металлизации, распространяется по границе металл-керамика от одного края металлизационного слоя до другого по кратчайшему расстоянию, т.е. вдоль плоскости, образованной точками соприкосновения вершин металлизационной и керамической гребенок. Траектория трещины, распространяющейся по границе металл-керамика, представляет собой прямую линию. Трещина, распространяющаяся в хрупком стекле, в этом случае не натыкается на частицы металла и Al2O3, не останавливается в своем росте, легко достигает критической длины, вызывая отслоение металлизационной пленки от керамики.
Пример выполнения способа.
Платы из неспеченной металлизированной керамики размещались в центрифуге при необходимости обработки сразу нескольких плат, платы укладывали одна на другую. В эксперименте использовали платы с двумя, пятью и с восемью слоями коммутации. Радиус вращения (длина коромысла центрифуги) составлял 200 мм. Центрифуга вращалась со скоростью 700 об/мин. Время центрифугирования составляло от 2 до 12 мин. После центрифугирования платы спекали. К контактным площадкам плат припаивали внешние вывода. После пайки вывода открывали. Для определения эффективности упрочнения металлокерамического спая усилие отрыва центрифугированных плат сравнивали с усилием отрыва на нецентрифугированных платах. Установлено, что среднее усилие отрыва на нецентрифугированных платах составило 9 Н. Усилие отрыва на центрифугированных платах составляло в среднем 20 Н.
Для определения эффективности упрочнения спая металл-керамика по отношению к термоударам, возникающим, например, во время приварки крышки корпуса к ободку, припаянному к металлизации, после центрифугирования и спекания к металлизации платы припаивали серебряным припоем коваровый ободок. После присоединения ободка на него укладывали коваровую крышку и приваривали к ободку методом шовной роликовой сварки. Степень термического нагружения регулировали путем регулирования скорости движения ролика. Увеличение скорости движения ведет к сокращению времени прогрева системы ободок-крышка до температуры, соответствующей температуре сварки коваровых элементов конструкции, т. е. к увеличению амплитуды термоудара, значение которого определяется соотношением между скоростью выделения тепловой энергии в месте сварки, скоростью теплоотвода через керамическую подложку и длиной провариваемой стороны крышки. Установлено, что предельная скорость сварки для нецентрифугированных образцов при длине стороны крышки 10 мм составила 1 сек. Предельная скорость сварки центрифугированных образцов при той же длине крышки составил 0,4 сек. Тем самым обеспечивается практически двухкратное увеличение производительности труда. Эксперимент, связанный с влиянием центрифугирования на предельные размеры крышки, привариваемой без разрушения к ободку при скорости движения ролика порядка 10 мм/сек, осуществляли с использованием корпусов микросхем, имеющих различные размеры колодца. Установлено, что при указанной скорости движения сварочного ролика предельные размеры крышки на нецентрифугированных образцах превышают 30 мм.
Применение предлагаемого способа в сравнении с известным обеспечивает значительное упрощение технологии, ускорение процесса и в целом значительно повышает производительность труда. Кроме того, гладкость границы металл-керамика на стадии нанесения пасты обеспечивает хорошую воспроизводимость результатов металлизации в части воспроизведения формы и толщины металлизационного слоя. Тот факт, что отпадает необходимость вакуумирования плат позволяет сохранить единство технологического процесса.
Источники информации
1. А.с. N 564293 МКИ C 04 B 41/14 публ. 17.08.77.
2. А.с. N 872517 МКИ C 04 B 41/14 публ. 15.04.81.
3. А.с. N 1629289 МКИ C 04 B 41/88 публ. 27.10.88.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ металлизации керамики | 1988 |
|
SU1629289A1 |
| Способ металлизации керамических плат | 1990 |
|
SU1813764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСХЕМ | 2008 |
|
RU2384027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ КОММУТАЦИОННЫХ ПЛАТ | 1990 |
|
RU2043319C1 |
| Способ металлизации керамических изделий | 2021 |
|
RU2777312C1 |
| Способ металлизации заготовок керамических конденсаторов | 1979 |
|
SU872517A1 |
| Способ формирования межслойных переходов в многослойной металлокерамической плате | 2015 |
|
RU2610302C2 |
| Состав для металлизации керамики | 2022 |
|
RU2803271C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2020 |
|
RU2759248C1 |
| Способ определения проницаемости изделий | 1989 |
|
SU1728729A1 |
Изобретение относится к электронной промышленности. Технический результат изобретения - повышение прочности сцепления металла с керамикой. В предлагаемом способе шерохование границы металл - керамика осуществляется путем седиментационного утапливания частиц металлизационного слоя в органическом связующем, заполняющим пространство между твердыми частицами керамики поверхностного слоя неспеченной керамической подложки. Для этого металлизированную подложку размещают в центрифуге, ось вращения которой параллельна поверхности подложи, и осуществляют ее вращение со скоростью 10 - 11000 об/мин в течение 1 - 120 мин. 2 ил.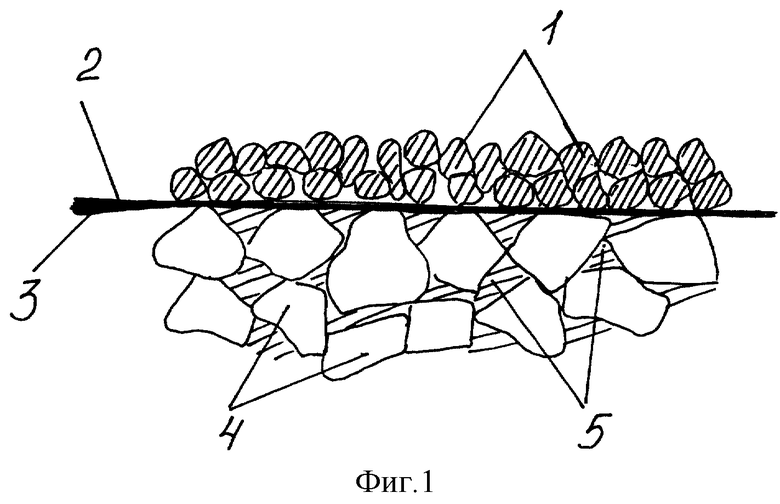
Способ металлизации керамики, включающий нанесение металлизационной пасты на неспеченную керамическую подложку, шерохование границы металлизационного слоя и керамики, отличающийся тем, что шерохование осуществляют путем размещения металлизированной подложки в центрифуге, ось вращения которой параллельна поверхности подложки, после чего осуществляют вращение подложки со скоростью 10 - 11000 об/мин в течение 1 - 120 мин.
| Способ металлизации керамики | 1988 |
|
SU1629289A1 |
| Состав для металлизации | 1976 |
|
SU587133A1 |
| 0 |
|
SU200572A1 | |
| DE 3345353 A1, 29.08.1985 | |||
| Водяной двигатель | 1924 |
|
SU4808A1 |
