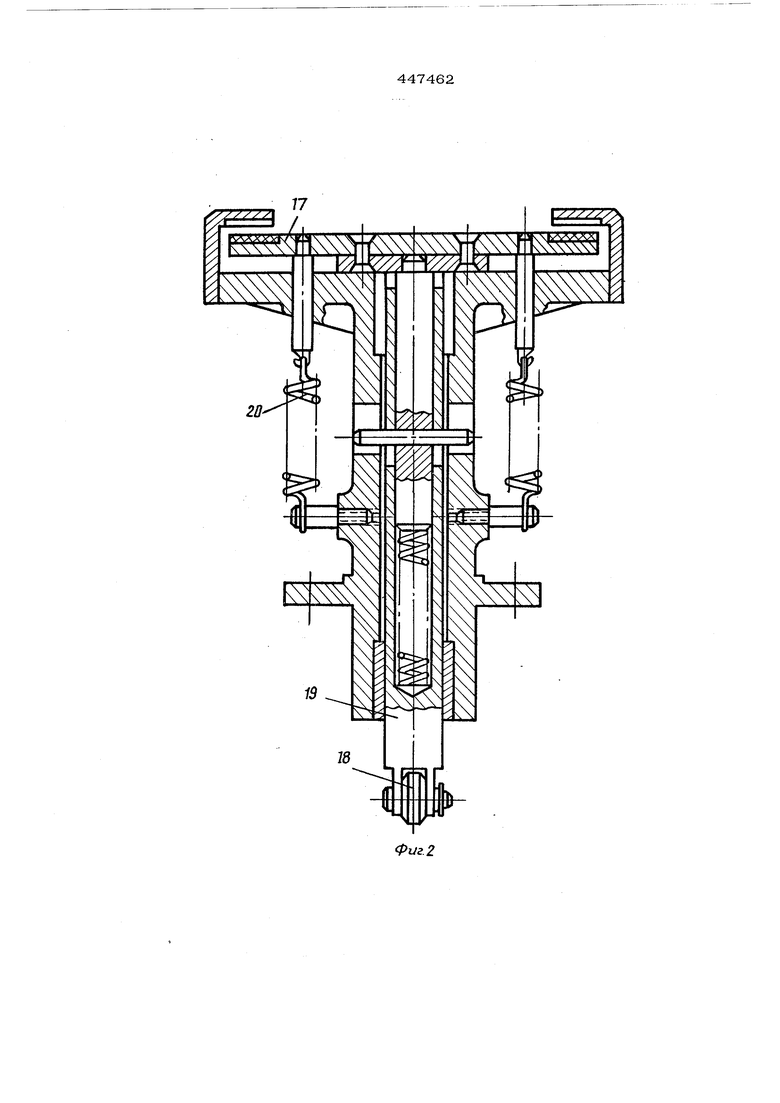
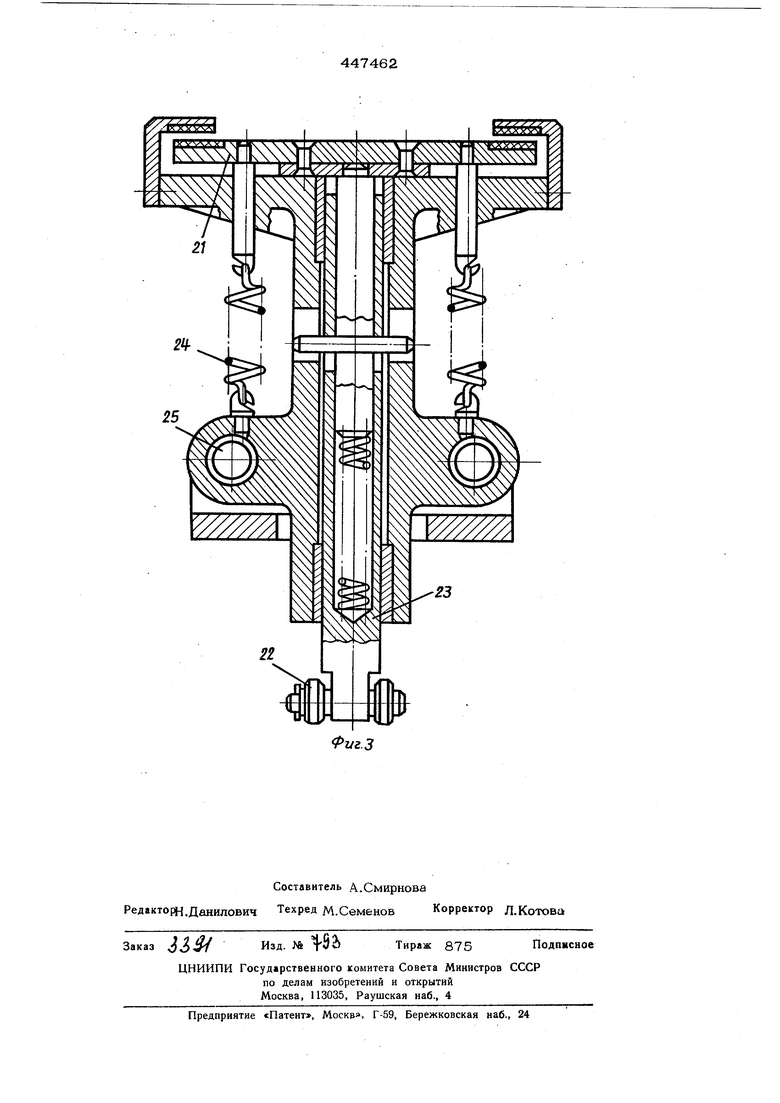
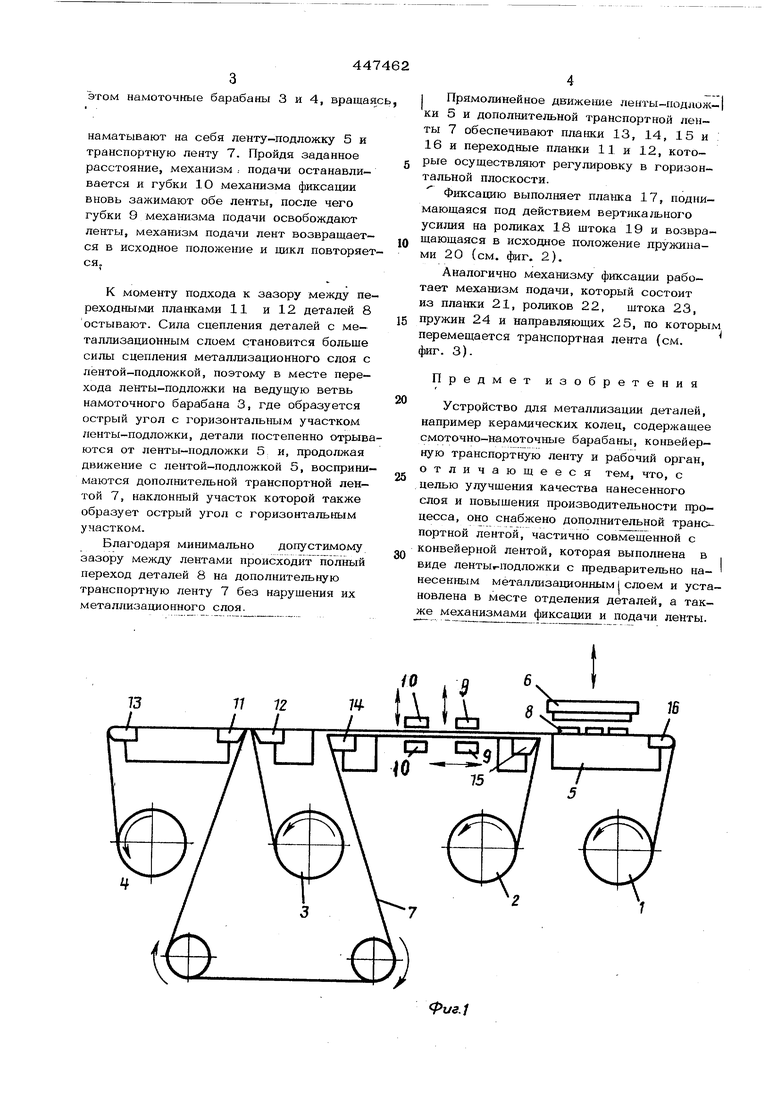
Изобретение касается металлизации и может быть использовано при изготовлении например, керамических колец, применяемы при производстве металлокерамических лам Известно устройство для металлизации деталей, содержащее смоточно-намоточные барабаны, конвейерную транспортную ленту и рабочий орган. Предлагаемое устройство отличается от известного тем, что оно снабжено дополни- те цзной транспортной лентой, которая выполнена в виде ленты - подложки с предварительно нанесенным металлизированным слоем и установлена в месте отделения деталей, а также механизмами фиксации и подачи лент причем скорость перемещения конвейерной транспортной ленты равна скорости перемещения дополнительной транспортной лен1Ы. Это позволяет улучшить качество нанесенного слоя и повысить производительност труда. I На фиг. 1 дана схема предлагаемого ycT ойства; на фиг. 2 показан механизм фиксации лент; на фиг. 3 - механизм подачи лент. Устройство состоит из смоточных барабанов 1 и 2, намоточных барабанов 3 и 4, конвейерной транспортной ленты, выполненной в виде ленты-подложки 5 с предварительно нанесенным металлизационным слоем, рабочего органа 6, дополнительной транспортной ленты 7, установленной в месте отделения деталей и частично совмещенной с конвейерной транспортной лентойподложкой 5, механизмов фиксации и подачи лент. На ленту-подложку 5 кладут предварительно нагретые до заданной температуры керамические -детали 8, и рабочий орган 6 вдавливает их в металлизационный слой ленты-подложки 5. После снятия давления с деталей 8 губки 9 механизма подачи лент зажимают одновременно ленту-подложку 5 и дополнительную транспортную лен ту 7, после чего губки 10 механизма фиксавии освобождают обе зажатые лен-ты, которые перемещают механизмом ; подачи на заданное расстояние, при (н этом намоточные барабаны 3 и 4, вращая наматывают на себя ленту-подложку 5 и транспортную ленту 7. Пройдя заданное расстояние, механизм . подачи останавливается и губки 10 механизма фиксации вновь зажимают обе ленты, после чего губки 9 механизма подачи освобождают ленты, механизм подачи лент возвращается в исходное положение и цикл повторяет ся. К моменту подхода к зазору между пе реходными планками 11 и 12 деталей 8 остывают. Сила сцепления деталей с металлизационным слоем становится больше силы сцепления металлизационного слоя с лентой-подложкой, поэтому в месте перехода ленты-подложки на ведущую ветвь намоточного барабана 3, где образуется острый угол с горизонтальным участком ленты-подложки, детали постепенно отрыв ются от ленты-подложки 5 и, продолжая движение с лентой-подложкой 5, восприни маются дополнительной транспортной лентой 7, наклонный участок которой также образует острый угол с горизонтальным участком. Благодаря минимально допустимому зазору между лентами происходит полный переход деталей 8 на дополнительную транспорттгую ленту 7 без нарушения их металлизационного слоя. I Прямолинейное движение ленты-подложки 5 и дополнительной транспортной ленты 7 обеспечивают планки 13, 14, 15 и 16 и переходные планки 11 и 12, которые осуществляют регулировку в горизонтальной плоскости. Фиксацию выполняет платежа 17, поднимающаяся под действием вертикального усшшя на роликах 18 штока 19 и возвращаюшаяся в исходное положение пружинами 20 (см, фиг. 2). Аналогично механизму фиксации работает механизм подачи, который состоит из планки 21, роликов 22, штока 23, пружин 24 и направляющих 25, по которым перемещается транспортная лента (см. фиг. 3). Предмет изобретения Устройство для металлизации деталей, например керамических колец, содержащее смоточно-намоточные барабаны, конвейерную транспортную ленту и рабочий орган, отличающееся тем, что, с целью улучшения качества нанесенного слоя и повышения производительности процесса, оно снабжено дополнительной транс портной лентой, частично совмещенной с конвейерной лентой, которая выполнена в виде лентыг-подложки с предварительно нанесенным металлизационным I слоем и установлена в месте отделения деталей, а также механизмами фиксации и подачи ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для металлизации деталей | 1975 |
|
SU836210A2 |
| Устройство для металлизации деталей | 1977 |
|
SU679644A1 |
| Устройство для металлизации внутренней поверхности керамического изделия | 1973 |
|
SU482332A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU383605A1 |
| Устройство для отделения керамической пленки от подложки | 1983 |
|
SU1108520A1 |
| Устройство для металлизации керамических изделий | 1972 |
|
SU724482A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ( I2 | 1972 |
|
SU323277A1 |
| УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХИЗДЕЛИЙ | 1972 |
|
SU353291A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОТДЕЛЬНЫЕ УЧАСТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240184C2 |