1
Изобретение относится к технике металлизации .плоских наружных поверхностей керамических деталей и может быть использовано на заводах, производящих электровакуумные приборы.
В основном авт. св. № 323277 описан способ металлизации керамических деталей, заключающийся в нагреве деталей и вдавливании их в металлизационный слой ленты-подложки с последующим снятием керамических деталей с нее, изменив направление ее движения; причем детали автоматически перемещают в момент начала их отрыва от лентыподложки на транспортерную ленту, которой сообщают скорость движения, равную скорости движения ленты-подложки.
Цель изобретения - нанесение металлизационного покрытия на две противоположные поверхности детали.
Достигается это тем, что металлизацию проводят двумя лентами-подложками, а при снятии сначала отрывают верхнюю ленту.
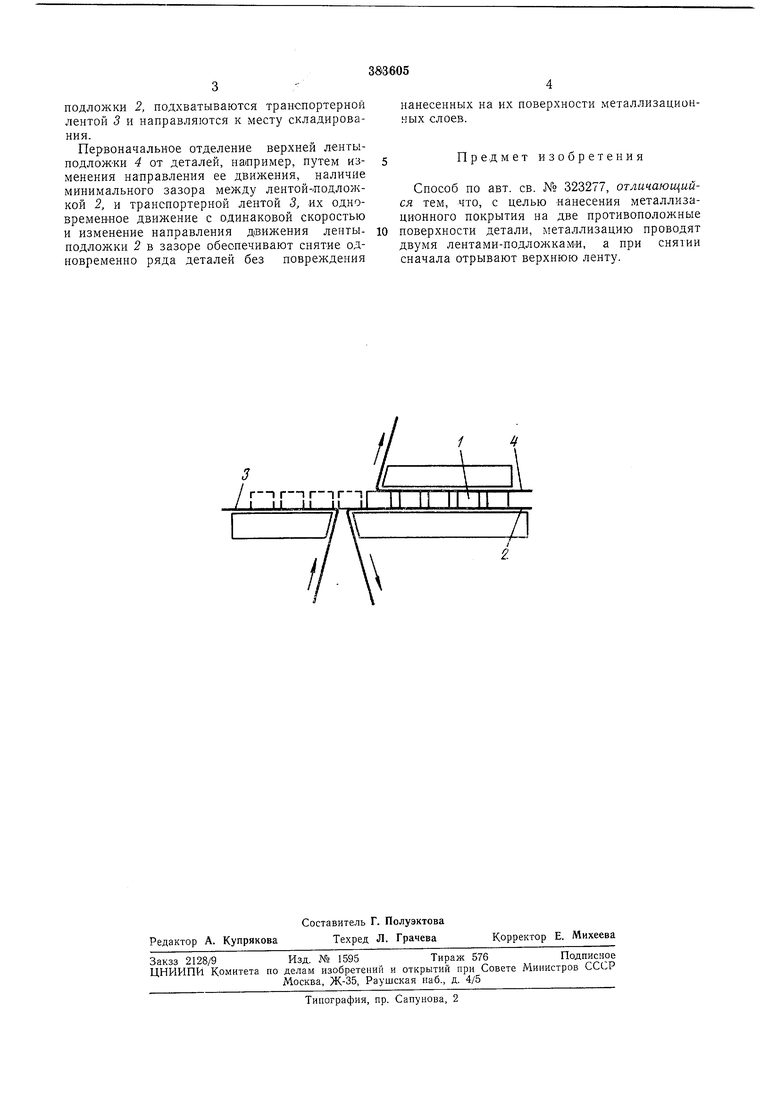
На чертеже показано расположение деталей, лент-подложек с изменением направления их движения и транспортерной ленты.
Предварительно нагретые до заданной температуры керамические детали 1 помещают на нижнюю ленту-подложку 2, расположенную на одном уровне с транспортерной лентой 3. Сверху деталей располагают верхнюю ленту-подложку 4.
На позиции .металлизации одновременно прижимают внешним усилием (на чертежа пресс не показан) ленты-подложки 2 и 4 металлизационными слоями к металлизируемым поверхностям керамических деталей /.
Вследствие предварительного нагрева керамических деталей / и прилагаемого внешнего усилия к лентам-подложкам 2 i 4 происходит размягчение металлизационных слоев и их сцепление с повер.хностями деталей. При этом сила сцепления металлизационных слоев с керамикой больше, чем с лентами-подложками 2 и 4.
После снятия внешнего усилия ленты-подложки 2 и 4 отделяют от деталей, изменив направление их движения.
При этом первоначально, по крайней мере на величину одной детали раньше отделяют верхнюю ленту-подложку 4.
После отделения ленты-подложки 4 керамические детали остаются на нижней лентеподложке 2 за счет собственного веса и силы сцепления деталей с металлизационным слоем.
В месте изменения направления движения ленты-подложки 2 детали /, стремясь сохранить направление движения, постепенно отрываются от металлизационного слоя, расположенного по контуру деталей, и от лентыподложки 2, подхватываются транспортерной лентой 3 и направляются к месту складирования.
Первоначальное отделение верхней лентыподложки 4 от деталей, например, путем изменения направления ее движения, наличие минимального зазора между лентой-лодложкой 2, и транспортерной лентой 3, их одновремеННое движение с одинаковой скоростью и изменение направления движения лентыподложки 2 в зазоре обеспечивают снятие одновременно ряда деталей без повреждения
нанесенных на их поверхности металлизационных слоев.
Предмет изобретения
Способ по авт. св. № 323277, отличающийся тем, что, с целью нанесения металлизационного покрытия на две противоположные поверхности детали, металлизацию проводят двумя лентами-подложками, а при снятии сначала отрывают верхнюю ленту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ( I2 | 1972 |
|
SU323277A1 |
| Устройство для металлизации деталей | 1970 |
|
SU447462A1 |
| Способ металлизации керамических изделий | 1982 |
|
SU1058946A1 |
| Устройство для металлизации прямоугольных керамических деталей | 1977 |
|
SU664950A1 |
| Способ металлизации керамических изделий | 2021 |
|
RU2777312C1 |
| Способ металлизации керамики под пайку | 2002 |
|
RU2219145C1 |
| Устройство для металлизации деталей | 1977 |
|
SU679644A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ С ПОМОЩЬЮ МЕТАЛЛИЗИРОВАННОЙ ЛЕНТЫ | 2018 |
|
RU2711239C2 |
| Способ изготовления ленты для металлизации керамических изделий | 1972 |
|
SU499250A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ КЕРАМИКИ | 1999 |
|
RU2164904C1 |
t/
/Г
