Изобретение относится к способам испытания дисперсных материалов, а именно формовочной смеси для изготовления литейных форм (прессованием), на прессуемость.
Известен способ определения технологических характеристик смеси, в частности текучести формовочной смеси для изготовления прессованием, являющийся аналогом нредложенного способа определения нрессуемости такой смеси. Этот способ заключается в том, что из испытуемой смеси путем иммитац1П1 исследуемого процесса прессования изготавливают в замкнутом объеме образец с выступающим элементом, который формируют только с двух взаимно перпендикулярных сторон моделью, а роль остальных формирующих сторон выступающего элемента образца выполняет гильза (опока). При этом прессование заканчивают по достижении на верхней плоскости модели давления наперед заданной величины, соответствующей максимально необходимой для исследуемого процесса величине уплотнения смеси, а о степени текучести судят по соотношению величин твердости на торце выступающего элемента образца и расположенной параллельно ему у основания этого выступающего элемента другой поверхности. Однако условия изготовления образца, по которому судят о свойствах смеси, проявляющихся при изготовлении формы, не соответствуют условиям, возникающим при изготовлении этой формы.
По предлагаемому способу для повыщения точности снособа определения свойства смеся
выступающий элемент образца формируют только моделью, прессование ведут при персмендении части модели, формирующей торец выстунающего элемента образца, обеспечивая наперед заданную величину давления на фо 1мирующую торец часть модели. Это давление доллсно соответствовать минимально необходимой для исследуемого процесса величине уплотнения смеси. Заканчивают прессованне как и в известном способе при достилсепии на а1еподвижной горизонтальной плоскости модели другой наперед заданной величины, соответствующей максимально необходимой для уплотнения смеси этим же процессом. Изложенные выще условия изготовления образца обеспечиваются тем, что часть модели, формирующую торец выступающего элемента образца, перемещают в направлении прессования или в противоположно направлении.
Оценку степени прессуемости производят
по геометрическим параметрам выступающего, например по его высоте, элемента образца. Оценка степени прессуемости может быть произведена также и известным способом, т. е. но соотнощению величин твердости на торце выженной параллельно ему и
V его оспования другой поверхности образца.
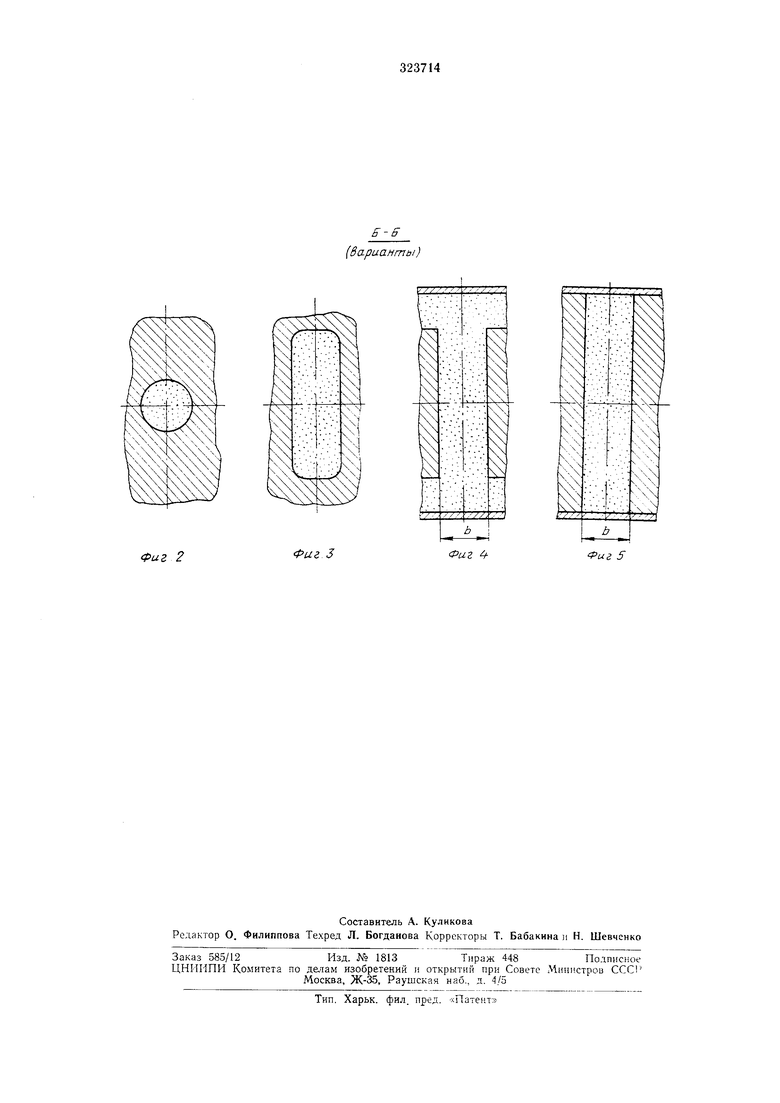
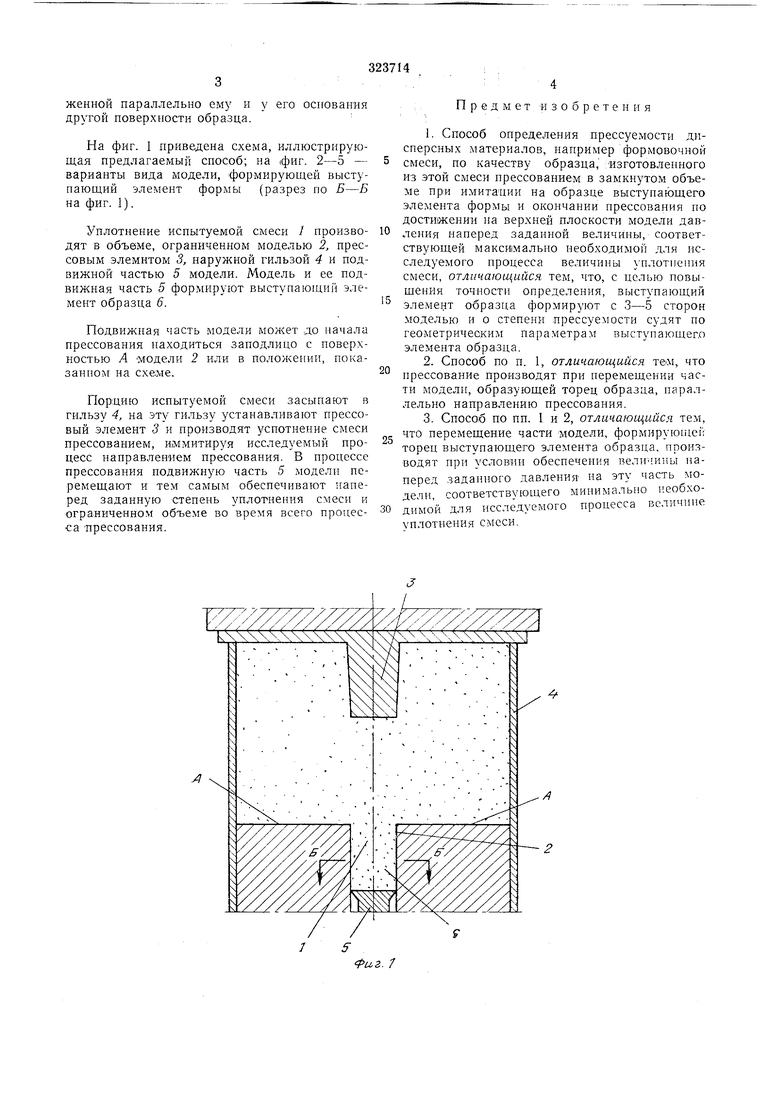
На фиг. 1 приведена схема, иллюстрирующая предлагаемый способ; на (фиг. 2-5 - варианты вида модели, формирующей выступающий элемент формы (разрез но Б-Б на фиг. 1).
Уплотнение испытуемой смеси / нроизводят в объеме, ограниченном моделью 2, прессовым элемнтом 3, наружной гильзой 4 и подвижной частью 5 модели. Модель и ее подвижная часть 5 формируют выступающий элемент образца 6.
Подвижная часть модели может до начала прессования находиться заподлицо с поверхностью А модели 2 или в положении, показанном на схеме.
Порцию испытуемой смеси засыпают в гильзу 4, на эту гильзу устанавливают прессовый элемент 3 и производят успотнение смеси прессованием, иммитируя исследуемый процесс направлением прессования. В нроцессе прессования подвижную часть 5 модели перемещают и тем самым обеспечивают наперед заданную степень уплотнения смеси и ограниченном объеме во время всего процесса Прессования.
Предмет изобретения
1.Способ определения прессуемости дисперсных материалов, например формовочной смеси, по качеству образца, изготовленного из этой смеси прессованием в замкнутом объеме пр:и имитации на образце выступающего элемента формы и окончании нрессования по достижении на верхней плоскости модели давления наперед заданной величины, соответствующей максимально необходимой для исследуемого нроцесса величины уплотнения смеси, отличающийся тем, что, с целью повышения точности определения, выстунающий элемент образца формирзют с 3-5 сторон моделью и о степени прессуемости судят по геометрическим нараметрам выстунающег.о элемента образца.
2.Способ по п. 1, отличающийся тем, что прессование производят при перемещении части модели, образующей торец образца, параллельно направлению прессования.
3.Способ по пп. 1 и 2, отличающийся тем, что перемещение части модели, формируюн1ей торен выступающего элемента образца, производят при условип обеспечепия величины наперед заданного давления на эту часть моде IH .соответствующего минимально р.еобхоДИМОЙ для исследуемого процесса величине уплотнения смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ УСИЛИЙ СДВИГА В ОБРАЗЦЕ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 1970 |
|
SU258696A1 |
| СПОСОБ ИСПЫТАНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХСМЕСЕЙ | 1967 |
|
SU204503A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ И/ИЛИ СОСТАВА ФОРМОВОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2140074C1 |
| Способ определения индекса пластичности формовочных и стержневых смесей | 2018 |
|
RU2682262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОТНОГО МАТЕРИАЛА | 2006 |
|
RU2397553C2 |
| ТЕХНОЛОГИЧЕСКАЯ ПРОБА ДЛЯ ОПРЕДЕЛЕНИЯ ЭРОЗИОННОЙ СТОЙКОСТИ ЛИТЕЙНОЙ ФОРМЫ | 2004 |
|
RU2267377C2 |
| Установка для автоматического контроля физико-механических свойств формовочной смеси | 1991 |
|
SU1814726A3 |
| Способ определения выбиваемости формовочных и стержневых смесей на образцах | 1978 |
|
SU750318A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛУСУХИХ ФОРМОВОЧНЫХ СМЕСЕЙ | 1993 |
|
RU2043827C1 |
| СПОСОБ ИСПЫТАНИЯ НА ПРИЛИПАЕМОСТЬ СЫПУЧИХ МАТЕРИАЛОВ | 1973 |
|
SU372485A1 |