Изобретение может быть использовано при обработке деталей авиационной, приборостроительной и станкостроительной промышленности.
Известен снособ электрохимической обработки тел с криволинейной поверхностью, например, тел вращения, упруго деформируемым электродом-инструментом, например, пластинчатой формы.
С целью облегчения равномерного съема по контуру обрабатываемого изделия по предложенному способу формирование рабочего профиля электрода-инструмента производят посредством приложения к последнему сосредоточенных сил и моментов величины, число и точки приложения которых определяются геометрией контура обрабатываемого изделия при условии сохранения постоянства плотности тока по всему межэлектродиому зазору.
С целью поддерл апия во времени оптимального межэлектродного зазора значения приложенных сосредоточенных сил и моментов меняют во времени монотонно или дискретно, а обработку ведут электродом-инструментом с переменным вдоль обрабатываемого контура поперечным сечением.
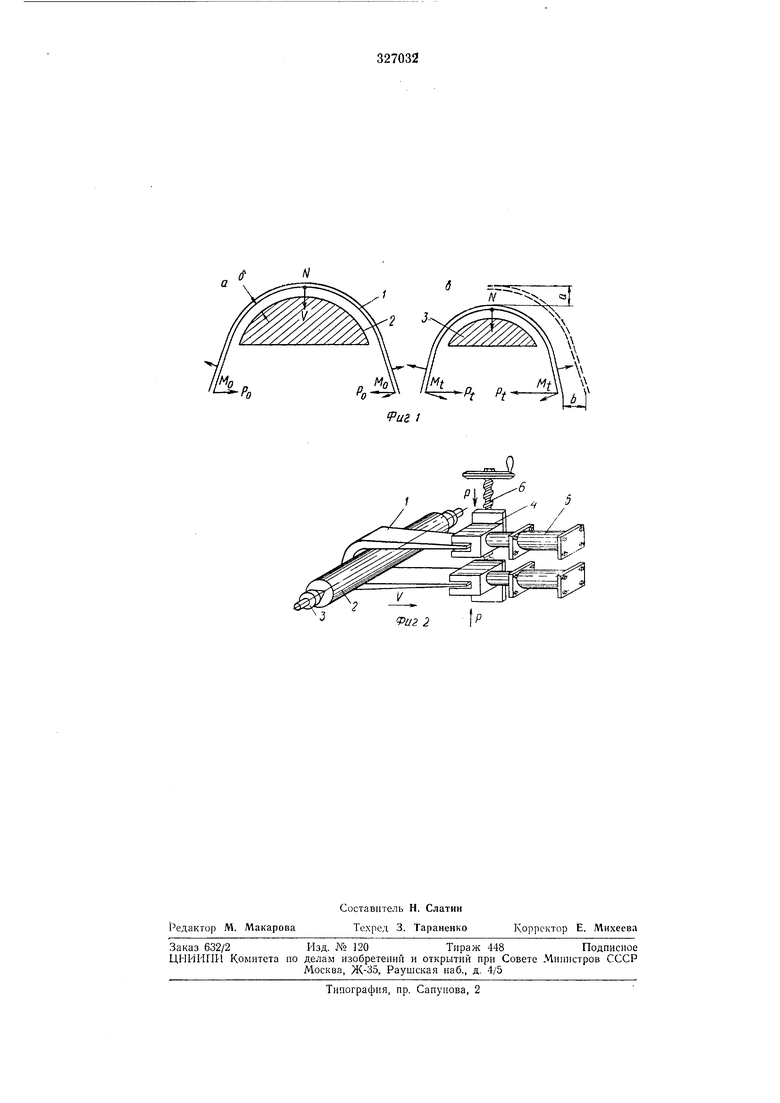
Обработка ведется упруго деформируемым электродом-инструментом J пластинчатой формы в виде ленты с ностоянным или переменным вдоль обрабатываемого контура, нонсречным сечением; при этом форм рование рабочего профиля электрода-инструмента производят путем его изгибания посредством приложения сосредоточенных сил РО или изгибающих моментов MO, или приложения сил и моментов одновременпо так, что лента в начале обработки эквидистантно с зазором б охватывает подлежащую обработке кривол 1нейную поверхность 2 детали 3.
Далее в процессе обработки детали кривизна рабочей поверхност) электрода-инструмента будет увеличиваться за счет монотонно или дискретно увеличивающихся значений прилагаемых сосредоточенных сил или моментов,
или сил моментов одновременно. При этом обрабатываемой детали или электроду-инструменту сообщается встречное поступательное прямолпнейное движение с определенной скоростью V в направле)1ин, совиадающем с наиравлением нормали к обрабатывае.мой новерхносги в точке V, равноудаленной от места приложения моментов или сил.
Здесь Mt v( Pt - моменты и силы, прикладываемые к электроду-инструменту через указанный отрезок времени /
( ); а
а-величина ностунательного относительного неремещения ленты и b - величина неремещения конца ленты в результате деформации, вызванной донолнительным моментом M Mt-MQ или донолнительной силой P Pt-РО или совместным действием момента М и силы Р.
В случае обработки теЛ вращения (радиус кривизны для данного момента времени но всей длине обрабатываемой иоверхности const) электродом-инструментом постоянного сечения изгиб ленты должен обязательно осуществляться только двумя моментами, так как в этом случае постоянство радиуса кривизны для различных точек вытекает из известного в теории упругости выражения
.
г-о
Поскольку Ai для каждого сечения ленты будет одно и то же нри постоянстве модуля упругост Е, момент энерцнп / и начального радиуса кривизны ро, то и значение р в каждой точке будет постоянно.
Увеличивая момент М, мы будет уменьщать радиус кривизны ленты p-R.
В случае, если к электроду-инструменту, предназначенному для обработки тела вращения, будут прикладываться не моменты, а силы, то сечение ленты должно быть рассчитано так, чтобы В данный момент времени достигалось постоянство радиуса кривизны для каждой точки дуги охвата. Это же относится и к случаю, когда обрабатывается тело вращения с нриложением к упругому электродуинструменту одновременно сил и моментов, и, как правило, к случаям, когда обрабатываются новерхности с неременным радиусом кривизны (параболические, гиперболические, эвольтвентные и др.).
В тех случаях, когда вся обрабатываемая новерхность не может быть охвачена одним электродом-инструментом, применима схема с несколькими электродами-инструментами, расноложенными но дуге охвата. Когда необходимо получить замкнутую поверхность тел вращения, деталям дополнительно сообщают вращательное движение.
При наличии износа электрода-ннструмента, чыз)вающего изменение его размеров, а также нри наличии тенлового воздействия разрядов, изменяющего физико-механические свойства материала электрода-инструмента, что нмеет место нри электроэрозионной обработке, раднус кривизны будет определяться не только значением моментов и сил, но и степенью изменения указанных параметров.
В данной ситуации следует предварительно экспериментально или аналитически определить количественные влияния этих факторов на стенень изменения радиуса кривизны и установить ноправочные коэффициенты к расчету величины необходимых моментов и сил, тем самым обеспечивая достижение требуемого изменения кривизны с заданной точностью.
При электрохимической обработке, где отсутствуют тенловые воздействия разрядов и износ инструмента, величина перемещений леитодержателей и изменение моментов и сил
производится в соответствии с известными решениями теории упругости.
Устройство для реализации предложенного способа состоит из гибкого ленточного электрода-инструмента / (в данном случае переменного сечения), захватов лентодержателей 4, механизмов 5 натяжения н перемещения ветвей ленты и механизма 6 изменения расстояния между лентодержателями. Устройство работает следующим образом.
Гибкая электродная лента охватывает наружную поверхность тела вращения с зазором, назначаемым из технологических соображений. В процессе обработки постоянства зазора ноддерживается за счет натяжения и сближения
ветвей ленты с номощью механизмов 5 и 6. Кроме того постоянный зазор может быть обеспечен за счет разности скоростей неремещения концов н центра электродной ленты.
Предмет изобретения
1.Способ электрохимической обработки тел с криволинейной поверхпостью, нанример, тел вращения, упруго деформируемым электродом-инструментом, нанример, пластинчатой формы, отличающийся тем, что, с целью облегчения равномерного съема но контуру обрабатываемого изделия, формирование рабочего профиля электрода-ннструмента иронзводят носредством нриложенмя к последнему сосредоточенных сил и моментов величины, число н точки нриложения которых определяются геометрией контура обрабатываемого изделия при условии сохранения постоянства
плотности тела но всему межэлектродному зазору.
2.Снособ по п. 1, отличающийся тем, что, с целью поддержания во времени оптимального межэлектродного зазора, значения приложенных сосредоточенных сил н моментов меняют во времени монотонно или дискретно.
3.Снособ но н. 1, отличающийся тем, что, обработку ведут электродом-инструментом с переменным вдоль обрабатываемого контура
поперечным сечением.
fuz }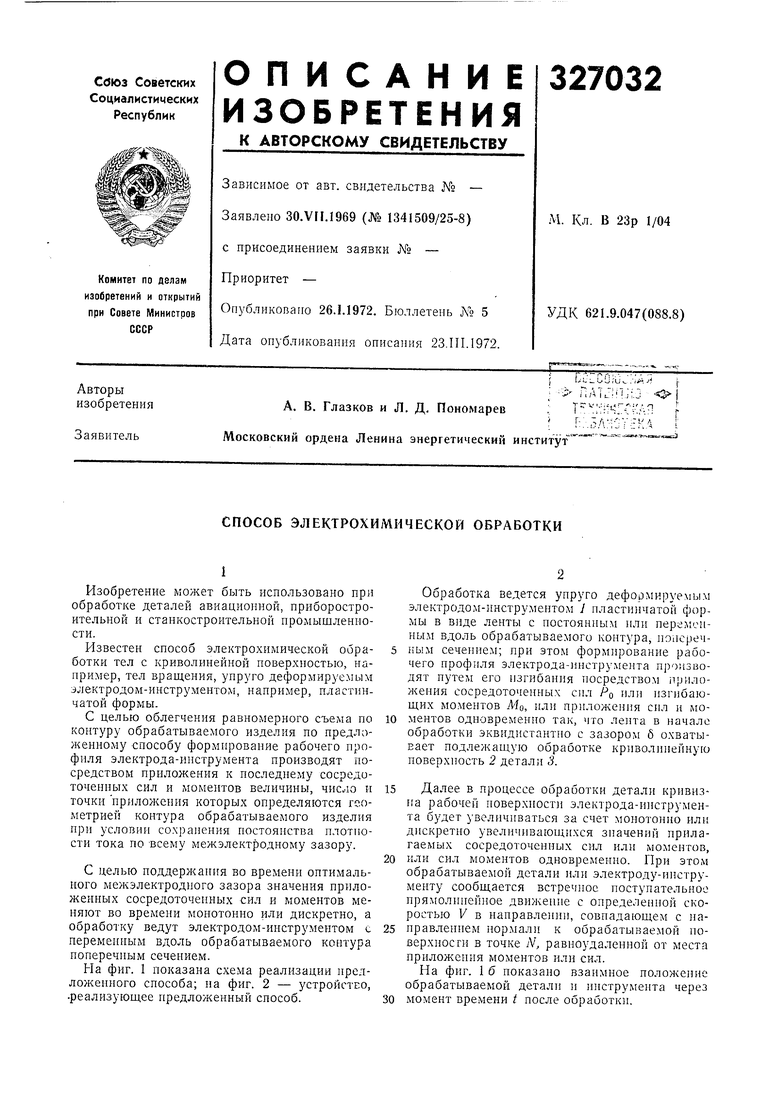

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроконтактной обработки | 1979 |
|
SU878478A1 |
| Устройство для электрофизической обработки клапанных седел двигателей | 1976 |
|
SU657944A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| УСТРОЙСТВО для ЭРОЗИОННОЙ ОБРАБОТКИ | 1973 |
|
SU405684A1 |
| Головка для электрохимического хонингования | 1979 |
|
SU854665A1 |
| Весы на упругих опорах | 1981 |
|
SU1029012A1 |
| Способ гибкого ленточного шлифования | 2015 |
|
RU2615964C1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| Способ электрохимической обработки | 1985 |
|
SU1310134A1 |