Изобретение относится к области механической обработки изделий из эластичных материалов, например резины.
Известны различные конструкции резцов для обработки резины точением, состоящие из оправки с режущей кромкой. Однако обработка резиновых заготовок резцами существующей конструкции трудна, а для некоторых видов деталей практически невозможна, причем оиа не обеспечивает требуемых размеров и чистоты обрабатываемой поверхиости, поэтому даже для изготовления изделий простейшей конфигурации нрнходнтся изготовлять дорогостоящие просечки или пресс-формы.
Это объясняется тем, что эластичный материал легко ноддается деформации от малейшего усилия резца и обработка не обесиечивает нужной формы, точности и чистоты поверхиости.
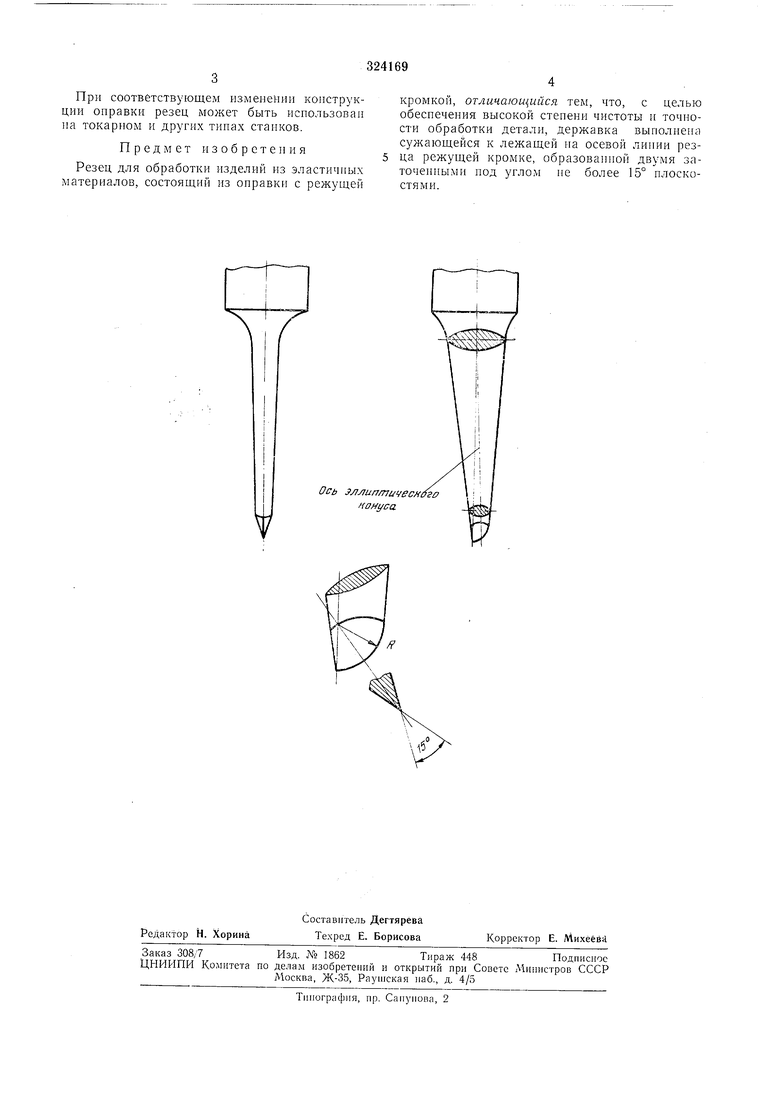
Предлагаемый . резец обесиечивает бесстружечную и качественную обработку резиновой заготовки благодаря тому, что державка резца илавно нереходит в наклонный усеченный эллиптический конус, малое основание которого заточено в форме лезвия ножа с углом между режущими плоскостями не более 15°. Высота наклонного усеченного конуса на 3-5мм больше высоты обрабатывяемой заготовки.
большой оси эллиптического конуса и заточеиа по радиусу R таким образом, что при вери иие резца угол резания равен нулю, а сама вершина резца наход ггся в точке нсресечения режущей кромки с образующей эллинтнческого конуса и лежит на осн резца.
Такая конструкция резца обесиечивает нлавное внедрение его в обрабатываемый материал и вырезку цилиндрнческой детали из заготовки с высокой стеиепью чистоты и точности.
На чертеже показан пердлагаемый резец.
Вырезка цилиндрической детали из заготовки производится следующим образо.м.
Резиновая заготовка ирикренляется к плапшайбе, которая в свою очередь, устанавлнвается на нлнте вертикально-сверл 1льпого станка. Резец закрепляется при иомощи оправки в шпинделе станка. Оправка обеспечивает пастройку резца на нужный радиус обработки путем горизоптального перемещения каретки с резцо.м и носледующую фнксацию достигнутого положенпя.
Обработка производится путем врезания резца на всю толщину обрабатывае.мой заготовкн при скорости вращення шпинделя 80- 1000 об/лшннри подаче, равной 0,5-1,5 мм/об.
При соответствующем изменении конструкции оправки резец может быть использован на токарном и других типах станков.
Предмет изобретения
Резец для обработки изделнй из эластичных материалов, состоящий из оправки с режущей
кромкой, отличающийся тем, что, с целью обеспечеиия высокой степени чистоты и точности обработки детали, державка выполнена сужающейся к лежащей па осевой липип резца режущей кромке, образованной двумя заточенными нод углом не более 15° нлоскостями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Резец для разрезки деталей, способ изготовления резца для разрезки деталей и устройство для изготовления резца для разрезки деталей (его варианты) | 1985 |
|
SU1377170A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Инструмент для вырезки деталей из эластичных материалов | 1987 |
|
SU1511022A1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
л г
Оа, эллur7fr i/vec хомуса
