Изобретение касается установки для нагрева слитков, заготовок и т. п., состоящей из одной нагревательной печи и двух или более подогревательных печей, имеющих независимое отопление.
В предлагаемой установке печи расположены уступами так, что головная часть подогревательных печей находится сзади задней части нагревательной печи.
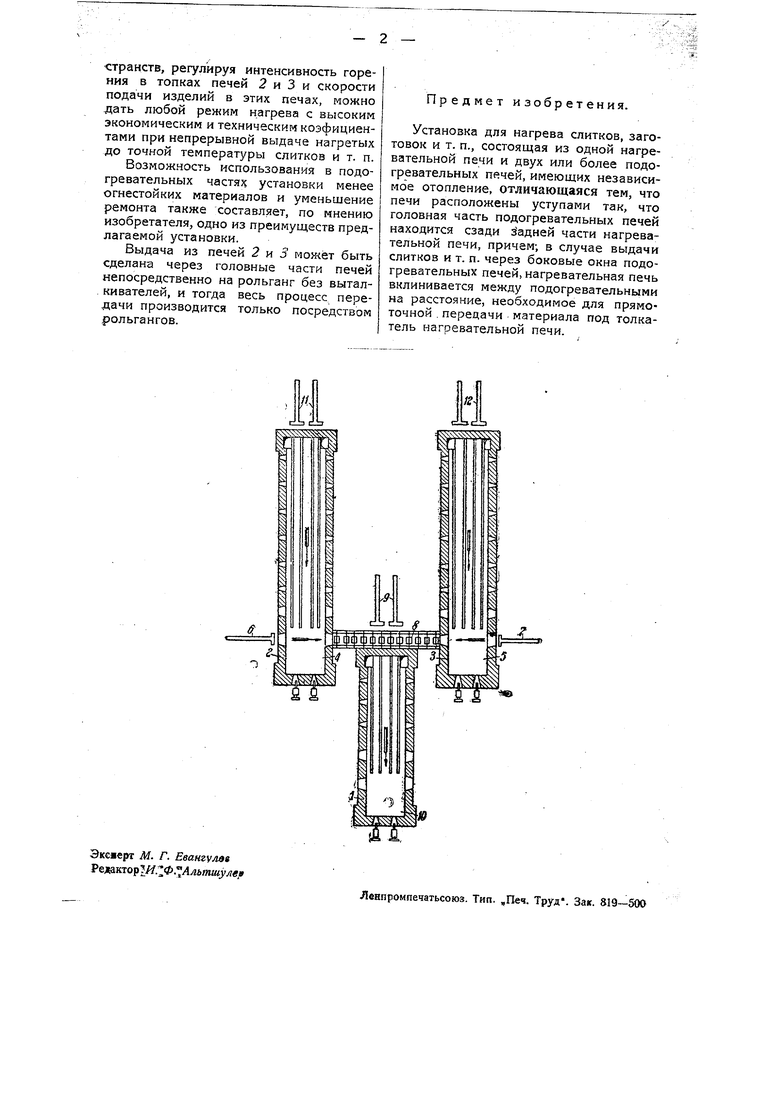
Изображенная на чертеже в продольном разрезе установка для нагрева слит,ков, заготовок и т. п. состоит из нагревательной печи / и двух или более подогревательных печей 2 н 3, имеющих независимое отопление. Печи расположены уступами так, что головная часть подогревательйых печей находится сзади задней части нагревательной печи 7, причем в случае выдачи слитков и т. п. через боковые окна подогревательных печей, нагревательная печь / вклинивается между подогревательными на расстояние, необходимое для прямоточной передачи материала под толкатель нагревательной печи.
. Процесс работы заключается в посадке толкателями 11 л 12 нагреваемых слитков в печи 2 и 5, подаче их теми-же толкателями к топочному пространству 4 и 5 с методическим, медленным,постепенным подогревом до температуры 750- 850, выдаче слитков выталкивателями 6
(57)
и 7 на ролики 8 и подаче последними под толкатель 9. Затем слитки подаются толкателем 9 в печь / и продвигаются к топке 10 с относительно быстрым нагревом до высоких температур. Все три печи могут быть соединены в одну общую печь соответствующим приближением печей 2, В к печи 7, и тогда передача будет производиться непосредственно в пламенном пространстве. Применение такого рода печи может иметь место для нагрева специальных высококачественных и легированных сталей, требующих, во избежание трещин, очень медленного подогрева до температур 750- 850° и, для избежания роста зерна, быстрого нагрева от 850° до 1200-ISOO, необходимого для дальнейщей горячей обработки (ковка, прокатка и др.)- Прак,тика показала, что время подогрева до 800° некоторых сталей доходит до 8- 10 часов, тогда как нагрев с бОО до .1250° требует - Vz часа. .Осуществление этого в обыкновенных методических печах связано с крайним уменьшением производительности печи, увеличением расхода топлива и не дает в результате, необходимого для такого рода сталей, режима нагрева. Подобрав для основных нагревательных сортов сталей определенные для режима нагрева размеры нагревательного и подогревательных про
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Технологическая линия для нагрева заготовок | 2020 |
|
RU2740347C1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ С ШАГАЮЩИМ ПОДОМ ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2114185C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| Печь для нагрева металла | 1979 |
|
SU789672A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |

