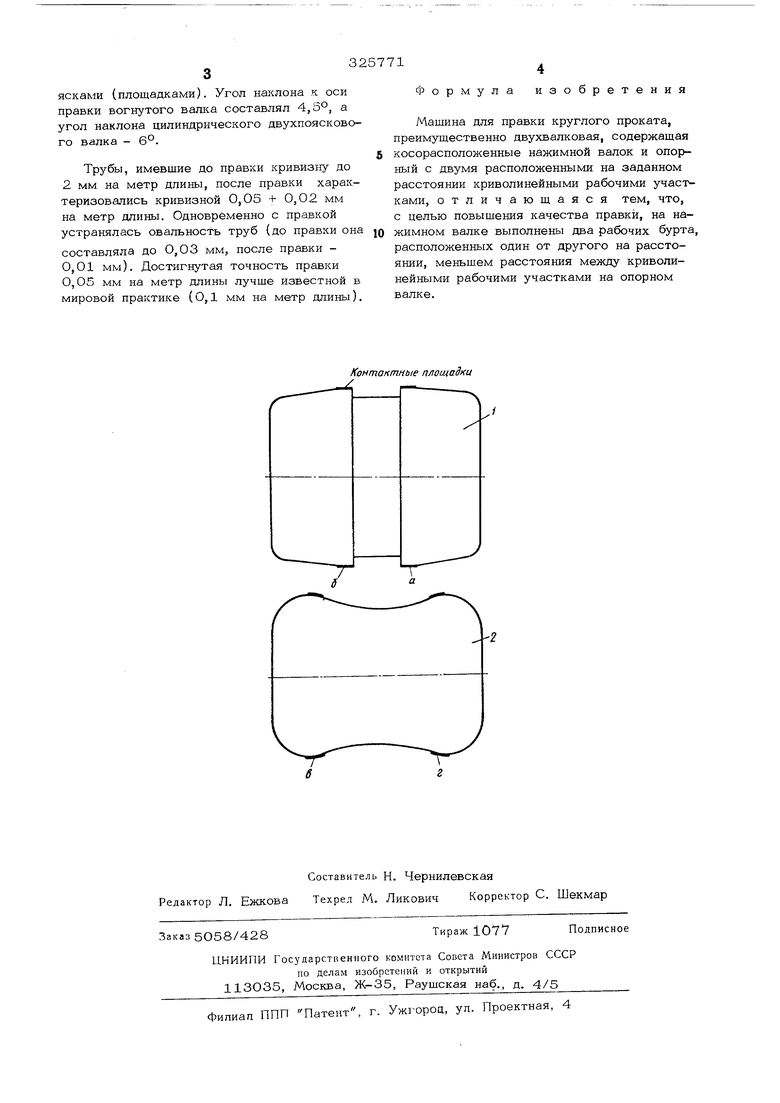
Изобретение относится к машинам для правки круглого проката. Известна правильная машина для правки круглого проката, преимущественно двухва ковая, содержащая косорасположенные нажимной валок и опорный с двумя криволинейными рабочими участками, расположенными на заданном расстоянии друг от друг Цель изобретения - повысить качество правки. Достигается это тем, что на нажимном валке выполнены два рабочих бурта, расположенных друг от друга на расстоянии, мен шем расстояния между криволинейными рабочими участками на опорном валке. На чертеже изображена предлагаемая машина. На нажимном валке 1 выполнено два ци линдрических бурта CL и 5 являющиеся кон тактными рабочими участками, а опорном вогнутом валке 2 - два опорных контактных участка Б и 2. ду соответствующими -часткамп опорного валка. Усилия, передаваемые участками нажимного валка и опорные реакции со стороны участков опорного валка 2 образуют napt-i сил, под действием которых на всем протяжении участка между участками нажимного валка пруток ( труба) обрабатывается максимальным моментом упругопластичного изгиба (тогда как в известных двухвалковых правильных обоймах такой момент действует только в одном сечении). Распространение действия максимального момента на все сечения на участке между контактными участками в значительной мере увеличивает пластическую проработку материала и тем самым существенно повышает степень прямизны и степень уменьшения овальности. Во время опытной проверки правке подвергали холоднотянутые трубы для валков электродвигателей диаметром 25 мм с толщиной стенки 11 мм из стали 40Х. Трубы правили в двухвалковой обойме, образованной опорным вогнутым и нажимным цилиндрическим валком с двумя контактными поясками (площадками). Угол наклона к оси правки вогнутого валка составлял 4,3°, а угол наклона цилиндрического двухпояскового валка - 6°. Трубы, имевшие до правки кривизну до 2 мм на метр длины, после правки характеризовались кривизной 0,05 + 0,02 мм на метр длины. Одновременно с правкой ,устранялась овальность труб (до правки она составляла до 0,03 мм, после правки 0,01 мм). Достигнутая точность правки 0,05 мм на метр длины лучще известной в мировой практике (0,1 мм на метр длины). Формула изобретения Машина для правки круглого проката, преимущественно двухвалковая, содержащая косорасположенные нажимной валок и опорный с двумя расположенными на заданном расстоянии криволинейными рабочими участками, отличающаяся тем, что, с пелью повышения качества правки, на на Lj.jiai iivjDDiLucjtUfiM jveiHtiiJiba правки, на на- жимном валке выполнены два рабочих бурта, расположенных один от другого на расстоянии, меньшем расстояния между криволинейными рабочими участками на опорном валке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Двухвалковая обойма для правки цилиндрических заготовок | 1972 |
|
SU440029A1 |
| ПАТЕНТ С .-.ЛЕСКАЯбиблиотека МБАЮ. Л. Семененко | 1970 |
|
SU280198A1 |
| СТАН ДЛЯ КОСОВАЛКОВОЙ ПРАВКИ | 1994 |
|
RU2070456C1 |
| УСТРОЙСТВО для ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU375115A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНЫЙ КАЛИБР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011452C1 |
| Обойма косовалковой правильной машины | 1990 |
|
SU1784338A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ НАСТРОЙКИ КОСОВАЛКОВОЙ ПРАВИЛЬНОЙ МАШИНЫ ПРИ ПРАВКЕ ТРУБ С ТЕМПЕРАТУРОЙ 500-700°C | 2009 |
|
RU2406582C2 |
Контактные площаЭки
