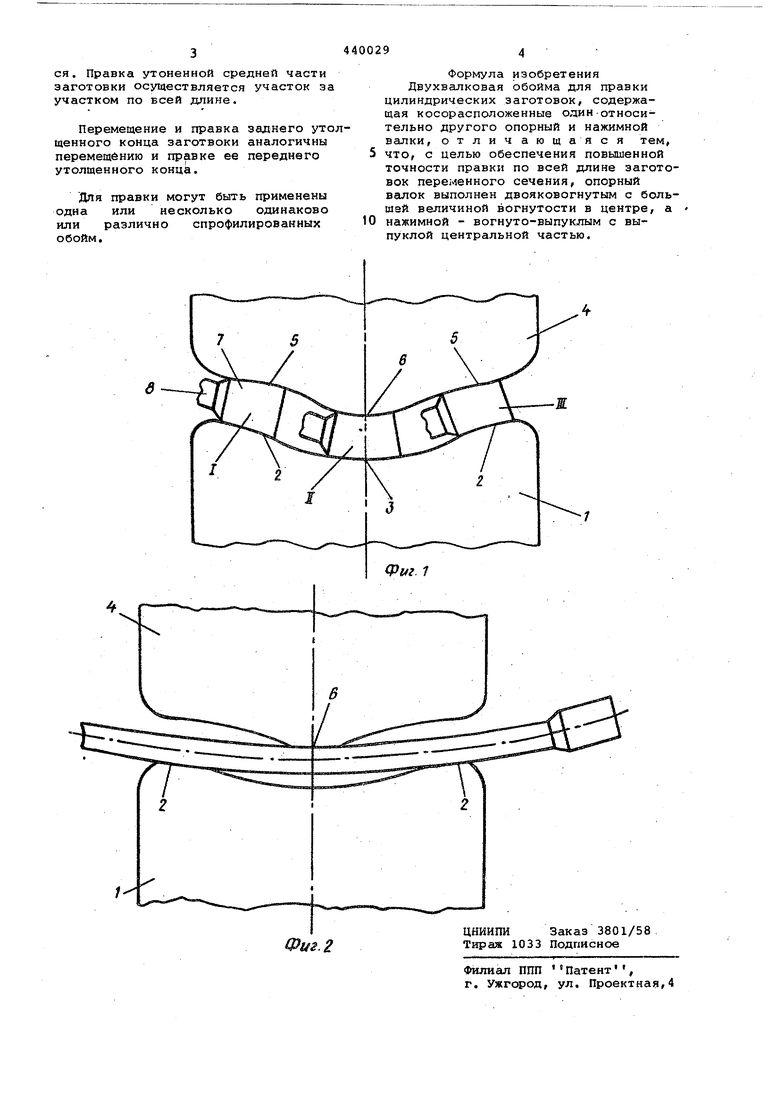
Изобретение относится к оборудова нию для правки и может быть использовано при правке длинномерных заготовок переменного сечения. Известна двухвалковая обойма для правки цилиндрических заготовок, содержащая косорасположенные один относительно другого опорный и нажимной валки. Однако известная o6oJbvia не обеспечивает качественной правки по всей длине заготовок переменного сечения Предлагаемая обойма отличается от известных тем, что опорный валок выполнен двояковогнутым с большей величиной вогнутости в центре, а нажимной - вогнуто-выпуклым с выпуклой центральной частью. Такое выполнение обоймы обеспечивает повышенную точность правки по всей длине заготовок переменного сечения . На фиг.1 и 2 показана профилировка валков. Опорный двояковогнутый валок 1 вы полняют с крайними вогнутыми участка ми 2 малой кривизны и со средним участком 3 большой кривизны. Нажимной вогнуто-выпуклый валок 4 изготавливёиот с крайними вогнутыми участками 5 и выпуклым выступом б. Оси валков предусматривают косорасположенными (скрещивающимися). При правке валки вращают в однсм направлении. На фиг. представлена схема правки переднего утолщенного конца 7 заготовки 8. При задаче в валки утолщенный конец попадает во входную часть калибра, образованного вогнутыми участками 2 и 5 валков I и 4 (положение I), Диаметр ЭТОЙ части калибра соответствует диаметру утсзлщенного конца. По мере перемещения утолщенный конец огибает.выпуклый выступ 6 нажимного валка 4 (положение Н ) и при этом подвергается знакопеременному упруго-пластическому изгибу. Затем утолщенный конец попадает в выходную часть калибра, образованную вогнутыми участками валков. После выхода.утолщенного конца заготовки в очаге правки оказывается участок утоненной средней части заготовки 8. Он опирается на вогнутые участки 2 опорного валка 1, деформируется выступом б нажимного валка 4, и.подвергаясь знакопеременному упруго-:Ш1астическому изгибу, выпрямляет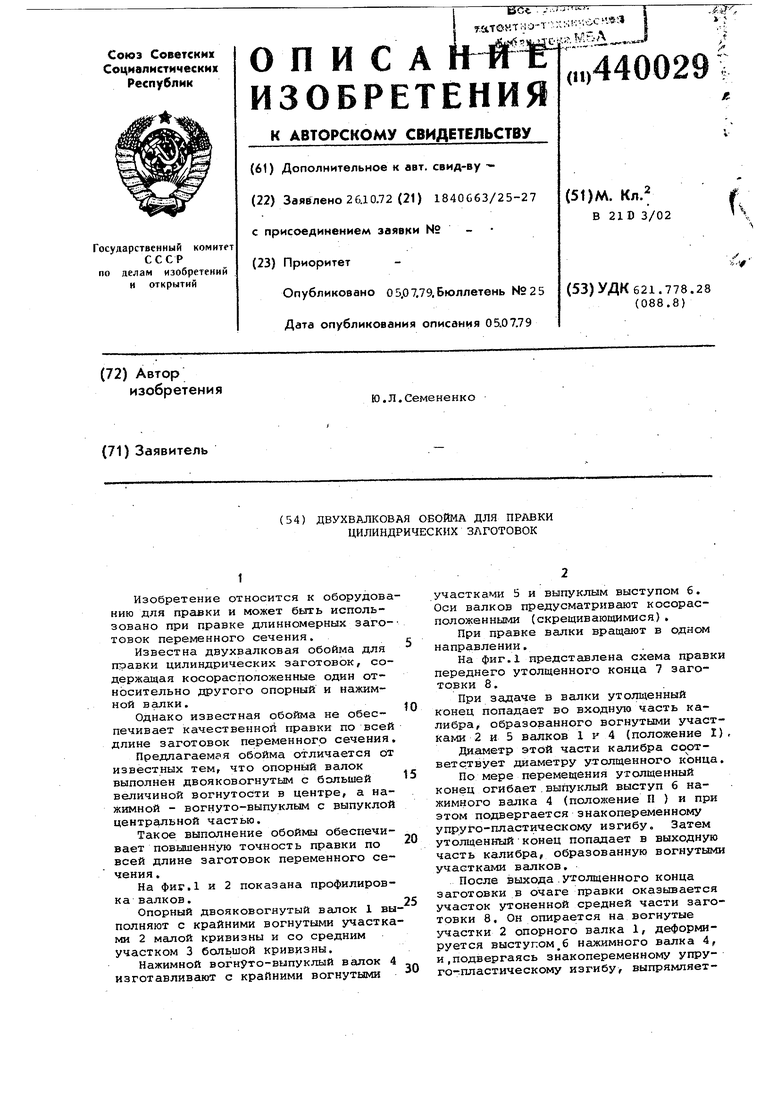
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНЫЙ КАЛИБР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011452C1 |
| Двухвалковый правильный калибр | 1972 |
|
SU454949A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| Машина для правки круглого проката | 1970 |
|
SU325771A1 |
| Обойма косовалковой правильной машины | 1990 |
|
SU1784338A1 |
| СПОСОБ ПРАВКИ КОРОТКОМЕРНЫХ ТРУБ | 2008 |
|
RU2374022C1 |
| Устройство для правки цилиндрических изделий | 1986 |
|
SU1409370A1 |
| УСТРОЙСТВО для ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU375115A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Устройство для правки цилиндрическихиздЕлий | 1979 |
|
SU845950A1 |
