Изобретение относится к устройствам для обработки металлов давлением и может быть использовано для правки изделий круглого сечения (труб, прутков, валов, и т. п.).
Известны правильные машины для правки крутлого проката, содержащие выпуклые или цилиндрические и вогнутые (гиперболические) косорасположеиные относительно друг друга валки. Валки имеют симметричную форму. На таких машинах заготовку выпрямляют по всей длине, включая концы с точностью до 0,1 мм/м. Правку производят в сочетании с калибровкой (устранением овальности) и полировкой.
Однако двухвалковые хмашины с выпуклым и вогнутым валками имеют значительно меньшую (в три-четыре раза) по сравнению с многовалковыми машинами скорость нравки, что является следствием малого угла наклона валков к оси правки.
Установка валков с возможно меньшим углом наклона требуется для обеспечения высокого качества правки. При уменьшении угла наклона увеличивается число оборотов проката, а следовательно, и число упруго-пластических изгибов, определяющее качество правки (при постоянной длине контакта).
что нежелательно, так как при этом увеличиваются габариты, вес и мощность машины.
Цель изобретения - значительное повышение скорости правки на дв хвалковых машинах при одновременном обеспечении достаточно высокого качества выпрямления.
Р1звестно, что активная зона деформирования обрабатываемого проката, определяющая качество правки, представляет собой участок очага правки, соответствующий убывающим упруго-пластическим изгибам. Началу этого участка отвечает горловинное сечение среднего участка, а окончанию-сечение крайнего участка опорного валка со стороны выхода изделия; в горловиниом среднем участке имеет место наибольший упруго-пластический изгиб, а в выходном - наименьший. В промсжуточны.х сечениях будут промел уточные уируго-пластнмеские изгибы.
Че.м больше длина участка убывающих упруго-пластических изгибов, тем больше их числои выше качество правки. Для сохранения необходимого достаточно большого числа унруго-иластических изгибов нри повышении скорости правки посредством увеличения угла наклона валков требуется сохранение достаточно большой длины активной зоны. При этом уве иченне длины валка нежелательно. В связи с этим целесообразным и эффективным является выполнение валков асимметричной формы
с укороченными крайними участками со стороны входа издслня и с удлиненными со стороны выхода.
При этом соответствующее увеличение расстояния горловинным средним и выходным сечениями оиорного валка будет эквивалентно удлинению активной зоны очага нравки. Удлинение же активной зоны позволит при повышении скорости, увеличенном угле наклона валков сохранить высокое качество правки, свойственное работе с малым углом наклона валков.
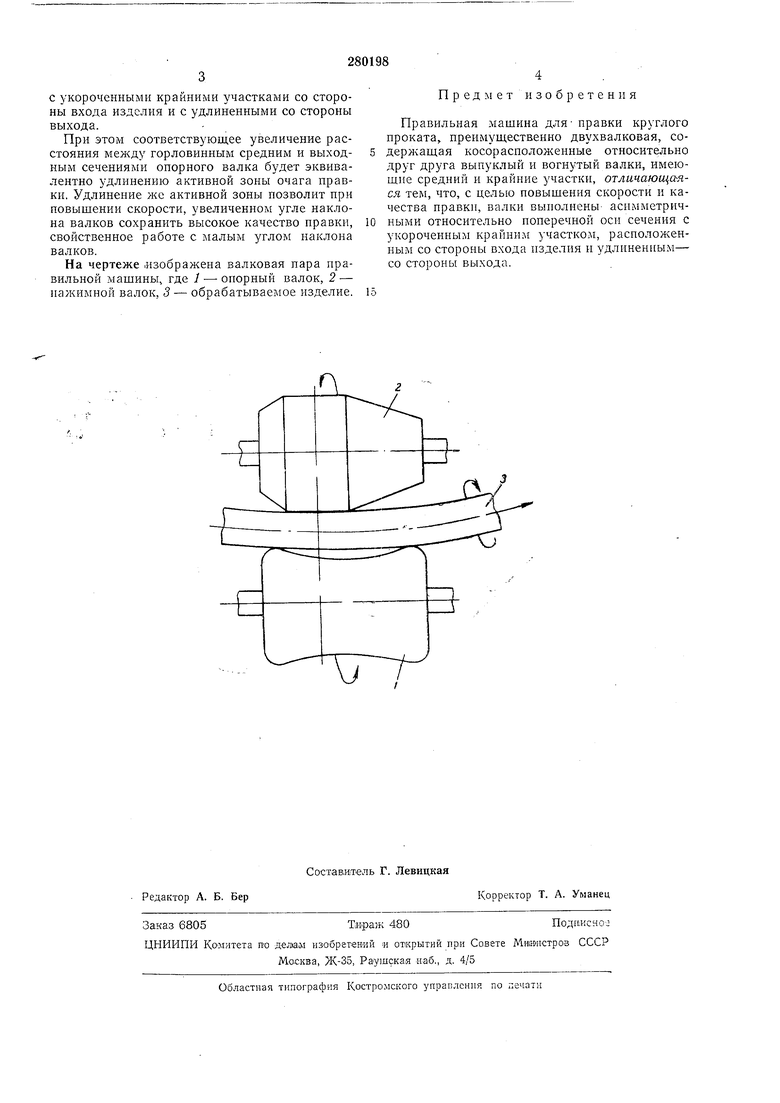
На чертеже изображена валковая пара правильной машины, где 1 - опорный валок, 2 - нажимной валок, 3 - обрабатываемое изделие.
Предмет изобретения
Правильная машина для-правки круглого проката, иреимуш,ественно двухвалковая, содержаш,ая косорасиоложенные относительно друг друга выпуклый и вогнутый валки, имеюшие средний и крайние участки, отличающаяся тем, что, с целью повышения скорости и качества правки, валки выполнены асимметричными относительно поперечной осп сечения с укороченным крайним участком, расположенным со стороны входа изделия и удлиненным- со стороны выхода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Косовалковая правильная машина | 1990 |
|
SU1810164A1 |
| Машина для правки круглого проката | 1970 |
|
SU325771A1 |
| Двухвалковая обойма для правки цилиндрических заготовок | 1972 |
|
SU440029A1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| СТАН ДЛЯ КОСОВАЛКОВОЙ ПРАВКИ | 1994 |
|
RU2070456C1 |
| УСТРОЙСТВО для ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU375115A1 |
| Косовалковая правильная машина | 1990 |
|
SU1754265A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| Способ правки изделий круглого сечения | 1984 |
|
SU1225638A1 |
| Обойма косовалковой правильной машины | 1990 |
|
SU1784338A1 |
