Устройство предназначено для наплавки баббита на стальные изделия в .виде втулок, имеющих большой диаметр и значительную длину.
Известны устройства для наплавки металла на стальные изделия, содержащие сварочную горелку, приводные и опорные ролики для подачи наплавляемого металла в форме пластин, магазин для их загрузки, направляющий мундштук и механизм подачи пластин, расположенный на штанге вне зоны нагрева. Эти устройства позволяют производить процесс наплавки на внутреннюю поверхность изделий в .виде втулок, имеющих большой диаметр и значительную длину, однако не обеспечивает автоматизации процесса наплавки и его непрерывность. Пластины наплавляемого металла прижимаются пружиной к верхнему приводному ролику с силой, зависящей от их количества в магазине. По мере расхода пластин сила прижима уменьшается. При движении пластины вниз из магазина ее боковая поверхность трется о соседнюю пластину, прижатую к ней переменным по величине усилием, вследствие чего ее движение становится неравномерным.
нарушается непрерывность процесса наплавки. При выходе пластины из нижней пары роликов остается большой «огарок - остаток пластины, подача которого становится нерегулируемой.
Для повышения качества и производительности наплавки предлагаемое устройство снабжено вторым прижимным роликом, шарнирно соединенным с пневмоцилиндром, с помощью которого ролик получает горизонтальное перемещение, толкателем пластин, получающим движение от груза, висящего на системе блоков, расположенных в загрузочном устройстве, датчиком, сигнализирующим дозарядку пластин в загрузочное устройство. С целью удержания «огарка пластины, в нижней части направляющего мундштука смонтированы прилчимы, удерживающие огарок от выпадения. Для надежности подачи пластин в зону наплавки оба прижимных ролика выполнены приводными, получающими вращение через зубчатые передачи, установленные на осях неподвижных роликов.
На фиг. 1 схематично изображено описываемое устройство, общий вид; на фиг. 2 - то же, разрез по А - А на фиг. 1; на фиг. 3 - загрузочное устройство в аксонометрической проекции; на фиг. 4 - схемы работы прижимУстройство для наплавки металла имеет штангу 1, на конце которой смонтированы сварочная горелка 2, верхние приводной 3 и прижимной 4 и нижние приводной 5 и прижимной 6 ролики, соединенные между собой зубчатыми 7 и цепной 8 передачами, загрузочное устройство 9, толкатель 10, подающий наплавляемый металл е форме пластин 11 к приводным роликам, толкатель получает движение через тросик 12 и блоки 13 от опускаемого груза 14. Вращением рукоятки 15 толкатель перед зарядкой пластин в загрузочное устройство отводится в крайнее правое положение.
Загрузочное устройство имеет датчик 16, щток 17 золотника 18. В нижней части нанравляющего мундштука 19 установлены приЖ.ИМЫ 20, которые под действием пружин 21 прижимают пластину к стенке направляющего мундштука. Вращение приводных роликов осуществляется от электродвигателя 22 через редуктор 23 и вал 24.
Пневмоцилиндр 25 предназначен для перемещения приводного ролика 3 в горизонтальной плоскости.
При работе пластины наплавляемого металла подвижным толкателем подаются к приводным роликам. Передняя пластина нажимает на шток золотника, который переключает воздух в левую полость пневмоцилиндра (фиг. 4, схема II). Прижимной ролик 4 поджимает пластину к приводному ролику 3 и подает ее вниз. Как только пластина освободит шток золотника, воздух попадает в правую полость цилиндра (фиг. 4, схема I) и прижимной ролик 4 отходит вправо, освобождая место для принятия следующей пластины.
По мере расхода пластин наступает момент.
когда последняя пластина освобождает кнопку датчика 16, который срабатывает, показывая тем самым необходимость укладки новой порции пластин в загрузочное устройство.
Вращением рукоятки 15 барабана толкатель отводится в крайнее правое положение, освобождая место для новой порции пластин. В нижней части направляющего мундштука имеются два прижима 20, удерживающие «огарок от выпадения; иодача его вниз производится следующей пластиной до полного выхода.
Предмет изобретения
1. Устройство для наплавки металла (баббита) на стальные изделия, содержащее расположенные на штанге сварочную горелку, направляющий мундштук с водяным охлаждением, приводные и опорные ролики для подачи присадочного металла в форме пластины, магазин для загрузки этих пластин и механизм подачи присадочного металла, отличающееся тем, что, с целью повышения качества и производительности наплавки, оно снабжено вторым прижимным роликом, взаимодействуюшим с нластиной и установленным шарнирно с возможностью горизонтального перемещения, при этом оба прижимных ролика выполнены приводными, а механизм прдачи
присадочного металла выполнен в виде установленной на штанге цепной передачи с толкателем, связанным с приводным барабаном, взаимодействующим через систему блоков с подвижным грузом.
2. Устройство по п. 1, отличающееся тем, что, с целью удержания «огарка пластины, в нижней части направляющего мундштука установлены подпружиненные прижимы.
20 М
5
Фиг 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наплавки металла, например баббита, на стальные изделия | 1961 |
|
SU150001A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| Способ наплавки спирали шнека,устройство для его осуществления и механизм центрирования шнека по наружной цилиндрической поверхности спирали | 1985 |
|
SU1368125A1 |
| СПОСОБ ГАЗОПЛАМЕННОЙ НАПЛАВКИ ЛЕГКОПЛАВКИХ СПЛАВОВ | 1973 |
|
SU399323A1 |
| УСТРОЙСТВО для СВАРКИ | 1973 |
|
SU407699A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Загрузочное устройство | 1977 |
|
SU740437A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1988 |
|
SU1600174A1 |
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
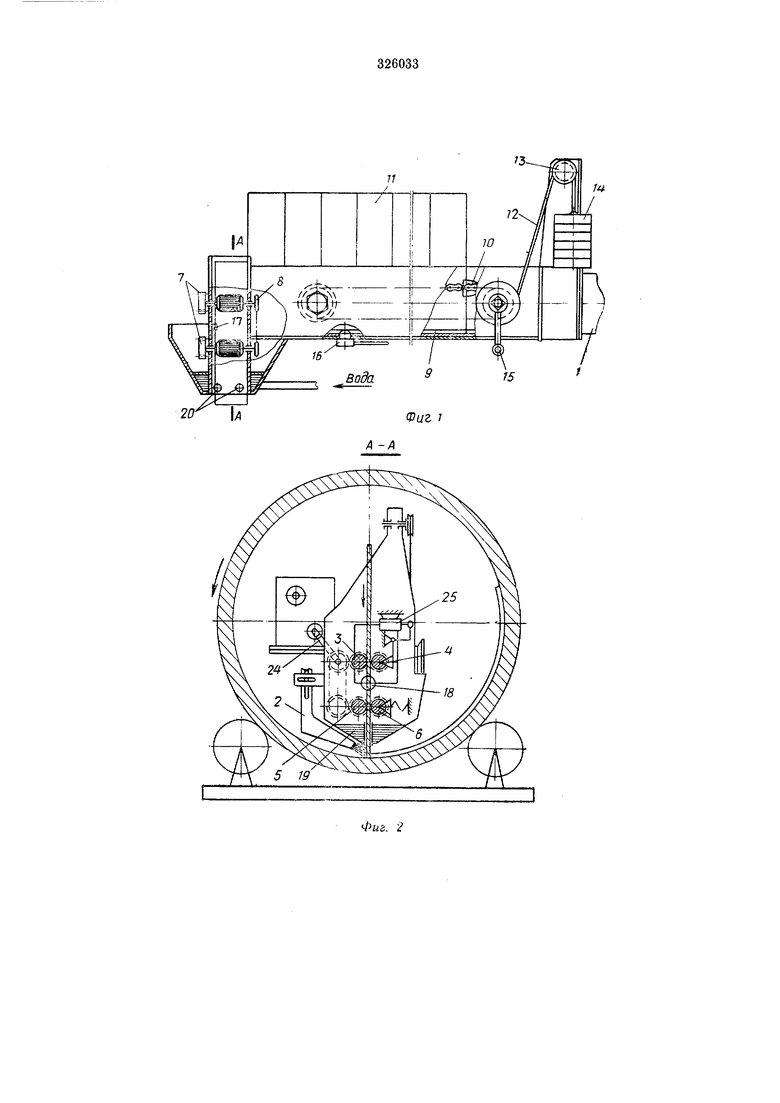

Фи&. 2
Фиг.л
