12
воротными планшайбами и два многопозиционных магазина, оснащенных загрузочной головкой для боковых стенок, устройством для подачи и ориентирования болтов относительно боковых стенок и сварочной головкой для приварки болтов к боковым стенкамлППМ включает приводной барабан в виде двух соосных роликов 10, прижимной ролик 9 со сварочными головками,закаточные ролики и обойму 7 с вальцующими роликами 8 для JiO З.Для вальцовки ЛО его вводят в вальцующие ролики 8 ППМ. Изменение кривизны ЛО обеспечивается
1
Изобретение относится к сварке, а именно к устройствам для автоматической сборки и сварки кожухов центробежных вентиляторов.
Цель изобретения - расширение технологических возможностей путем обеспечения сборки и сварки кожухов с отогнутыми кромками на листе-обшивке и съемными фланцами на боковых стенках.
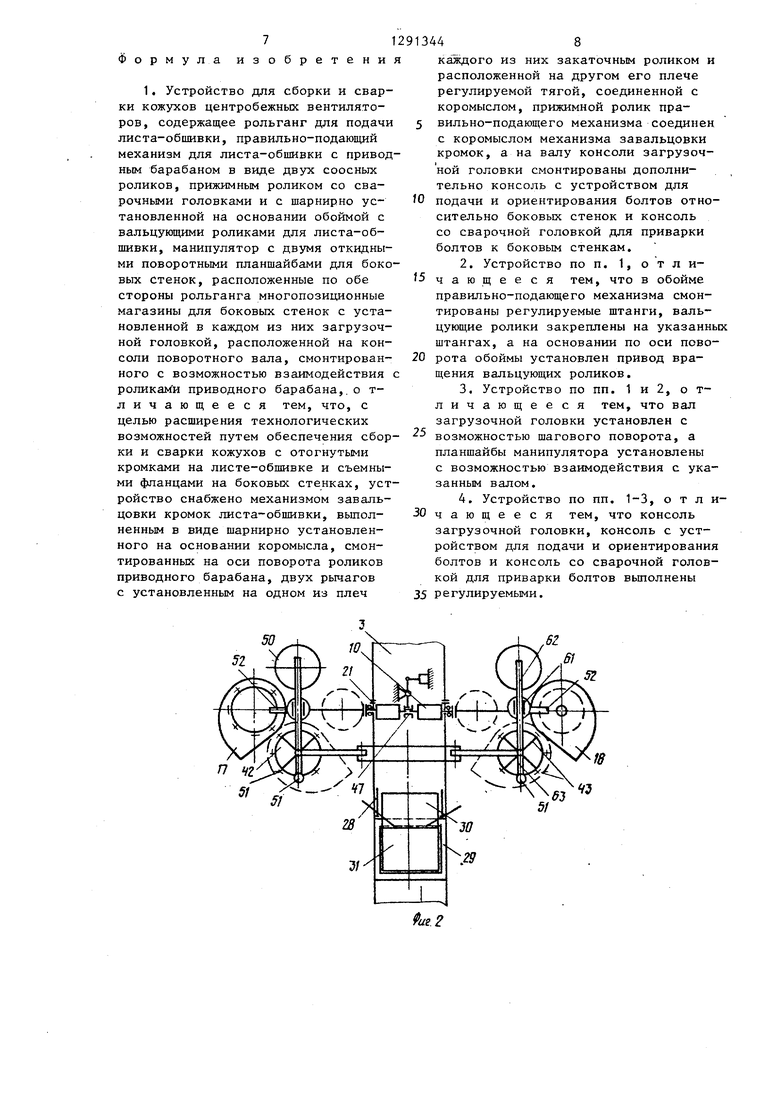
На фиг. 1 изображена предлагаемая .установкаi на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг.1, на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - разрез Б-В на фиг. 1; на фиг. 6 - вид Г на фиг. 5; на фиг.7 - узел 1 на фиг. 5; на фиг. 8 - кинематическая схема устройства; на фиг. 9 - узел II на фиг. 4j на фиг. 10 - разрез Д-Д на фиг. 9; на фиг. 11 - узел III на фиг. 9; на фиг. 12 - разрез Е-Е на фиг, 11; на фиг. 13 - вид Ж на фиг. 4; на фиг. 14 - вид 3 на фиг. 1;на фиг. 15- готовый кожух, общий вид,на фиг.16 - вид И на фиг. 15; на фиг. 17 - сечение Предварительно отвальцован- ного в обойме лкста-обшивки; на фиг. 18 - сечение завальцованного с боковьми стенками листа-обшивки. /
Устройство для сборки и сварки кожухов центробежных вентиляторов содержит смонтированные на основании 1 рольганг 2 для подачи листа- обшивки 3, ножницы для резки листа- обшивки (не показаны), правильно44
благодаря повороту обоймы 7 с одновременным запрограммированным перемещением роликов 8 штангами 12. Одно- временно на планшайбах манипулятора производится закрепление боковых стенок, подача в них болтов и приварка болтов к стенкам. Затем ЛО роликами 8 подают в исходное положение. Манипулятором 5 устанавливают планшайбы с боковыми стенками в соосное рабочее положение и производят их сварку, перемещая ЛО роликами 10 с одновременной завальцовкойотогнутых кромок закаточными роликами.3 з . п. ф-лы,1 Вил,
подаюшдй механизм 4 для листа-обшивки, манипулятор 5 и расположенные по обе стороны от манипулятора многопозиционные магазины 6. Правильно-подающий механизм 4 содержит шарнирно установленную на основании обойму 7 с вальцующими роликами 8 для листа-обшивки, прижимной ролик 9 и приводной барабан,вы
полненньш в виде двух соосных роли
ков 10.
В обойме 7 смонтированы регулируемые приводом 11 штанги 12. Наклон обоймы осуществляется приводом
13. На основании по оси поворота
обоймы смонтирован привод 14, вы- ходной вал которого посредством набора шестерен 15 кинематически соединен с вальцующими роликами 8.
На обойме 7 установлен роликовый толкатель 16 для торцов боковых
стенок 17 и 18.
Устройство снабжено механизмом завальцовки кромок листа-обшивки 3, который содержит установленное на основании коромысло 19, смонтированные на оси роликов 10 два рычага 20, на одном из плеч каждого из которых закреплены закаточньй ролик 21 и сварочная головка 22 с копир- ными роликами, другое плечо рьиага 20 соединено с коромыслом тягой 23. Регулировка длины тяги 23 производится приводом 24. Поворот коромыс- ла 19 осуществляется приводом 25 программного механизма.
Прижимной ролик 9 установлен на конце двуплечего рычага 26, соединенного с коромыслом 19 и приводом 27 и оснащенного сбрасывателем 28. (Рычаг 26 выполнен в виде рамки для размещения внутри нее обоймы.
По оси рольганга 2 над ним установлены накопители фланцев 29 и отражателей 30. На. основании смонтирован стол 31 для одновременного размещения на нем фланца 29 и отражателя 30. На столе закреплены зажимные рычаги 32, соединенные с цилиндром 33. Подъем стола 31 осуществляется эксцентриками 34.
Манипулятор 5 выполнен в виде шарнирно установленной на основании вилки 35 с приводом 36 ее наклона. Зубья 37 вилки снабжены рьиагами 38 и приводом 39 их наклона. На конце рычагов смонтированы сменные планшайбы 40, установленные с возможностью осевого перемещения приводом 41 и взаимодействия с датчиками-переключателями (не показаны).
Планшайбы выполняются в виде крестовины 42 для боковой стенки 17 или в виде плиты 43 для боковой стенки 18 и снабжены электротормозами (не показаны). На наружных концах осей роликов 10 смонтированы полумуфты 44 установленные с возможностью взаимодействия с электромагнитными муфтами 45 о.си 4,6. Для последовательного совместного или раздельного вращения роликов 10 на внутренних концах осей установлена шлицевая муфта 47 с приводом 48 ее перемещения. Муфта 47 постоянно находится в зацеплении с приводной шестерней 49.
I
Магазины 6 соединены с тележками- конвейерами (не показаны). Каждый магазин содержит загрузочную 50 и сварочную 51 головки, а также устройство 52 для подачи и ориентирования болтов 53. I
Шаговый поворот вала 54 осуществляется либо мальтийским механизмом 55, либо вручную. Фиксирование вала 54 производится электротормозом 56. Вал выполнен разъемным, оснащен муфтой 57 с ее приводом 58, шестерней 59, копиром 60 с копирным роликом 61 и приводом 62 его перемещения.
Мальтийский механизм 55 при помощи муфты 63 с ее приводом 64 может быть соединен с осью 46, а следова- тельно, и с осью роликов 10.
fO
JQ,
913444
Муфта 63 выполнена с конической . шестерней 65. На валу 54 смонтирован фланец 66, оснащенньй консолью 67 для загрузочной головки 50, консолью 5 68 для сварочной головки 51. Консоль 69 устройства 52 свободно установлена на валу 54 или на основании. Консоли 67, 68 и 69 вьтолнены разъемными. Консоль 67 установлена на направляющую 70, 71 фланца 66.
Шестерня 65 установлена с возможностью взаимодействия с шестерней вала 72, который, в свою очередь,оснащен конической шестерней 73 и t5 шестерней 74. Муфта 75 вала 72 имеет привод 76 для последовательного включения шестерен 73 и 74. Приводы 64 и 76 муфт 63 и 75 сблокированы между собой. Передаточное отношение 20 шестерни 59 и планшайбы 40 кратно количеству привариваемых болтов 53 (для боковой стенки с 8-ю болтами, передаточное отношение равно 2). Выдвижение консоли 68 производится 25 приводом 77, а ее подъем - приводом 78, сблокированным с поворотом планшайбы. Головка 50 также снабжена приводами ее вертикального и горизонтального перемещения (не показаны) .
Устройство 52 установлено с. возможностью поворота приводом 79 и фиксирования над накопителем магазина 6 боковых стенок и над план- 35 шайбами 40. Привод 79 вьтолнен в виде электродвигателя с шестернями 80 и 81.
Устройство 52 содержит бункер 82 для болтов 53, механизм 83 ориентирования и подачи болтов с мундштуком 84, вибратором 85, центрирующим устройством 86 и приводным фиксатором 87. Бункер 82 выполнен с заслонкой 88, а мундштук 84 - с заслонкой 89.
Механизм 83 вьтолнен в виде поддона с реверсивным транспортером 90, состоящим из двух параллельных клиноременных передач-, установленных на расстоянии, равном диаметру болта 53.
Устройство работает следующим образом.
В исходном положении магазины 6 для боковых стенок 17 и 18 находятся в положении загрузки,- бункеры 82 заполнены болтами 53, часть которых отдозирована заслонкой 88 в поддон. Фланец 29 и отражатель
40
45
50
55
30 подготовки к укладке на лист-обшивку 3, конец листа-обшивки 3 введен между роликами 9 и 10.
Сварочные головки 22 отведены в нижнее положение, планшайбы 40 установлены в горизонтальное положение, муфты 45 разъединены с роликами 10.
Одновременно включают приводы 14 роликов 8 и привод роликов 10, лист-обшивку 3 вводят в вальцующие ролики 8 и производят вальцовку по профилю с отогнутыми кромками и радиусом, соответствующим контуру боковой стенки, при этом определенный радиус задается длиной штанг 12
На движущийся лист-обшивку 3 укладывают фланец 29 и отражатель 30, устанавливаемые затем сбрасывателем 28 на столе 31 и закрепляемые рычагами 32. После вальцевания лист-обшивка 3 перемещается в .обратном направлении и может многократно прокатываться между роликами обоймы 7 при поднятых прижимных роликах 9.
Для загрузки и сварки боковой стенки 17(18) с болтами 53 вал 54 с фланцем 66 соединяется с осью роли ков 10 посредством включения муфт 57, 63 и 45, и поворотом консоли 67 с загрузочной головкой 50 стенки 17(18) устанавливают на планшайбы 40
Устанавливают болты 53 на стенки 17,18. Для этого устройство 52 устанавливают над стенкой (фиг. 13).
Вращением бункера 82 с мундштуком 84 относительно зафиксированной шестерни 81 обеспечивают соосное расположение мундштука и отверстия для болта в стенке, закрепленной на планшайбе 40, сварочная головка 51 при этом устанавливается соосно другому отверстию с уже размещенным в нем болтом. Дискретным поворотом бункера и планшайбы осуществляется установка всех болтов с одновременным их привариванием к стенке. Дискретный поворот планшайбы производится благодаря включению мальтийского механизма 55 и соединению вала 54 посредством шестерен 59, 74 с валом 72 и планшайбой 40.
После окончания приварки всех бол тов стенки 17 (18) ориентируют и устанавливают в положение сварки с листом-обшивкой 3, для этого поворачивают планшайбу, взаимодействующую
с датчиком-переключателем, отключающим муфту 45.
В зафиксированном электротормоза-, ми положении планшайбы поворотом рычагов 38 устанавливают соосно, приводами 41 сближают их на необходимое расстояние.
Реверсированием привода 14 перемещают лист-обшивку 3 в обратном направлении, конец листа вводят между роликами 9 и 10, приводом 27 прижимают лист к роликам 10, стенки устанавливают приводом 36 в ручьи листа, образуемые отогнутыми кромками, и
прижимают их с необходимым усилием.
Затем подводят ролики 21, включают привод роликов 10 и производят непре- рьшную завальцовку кромок листа-обшивки роликами 21 и торцами роликов 10 и сварку их с боковыми стенками сварочными головками 22.
Лист-обшивка сопрягается с контуром стенок путем синхронного поворота роликов 8 штангой 12 и отводом
обоймы 7 в соответствии с изменяющейся кривизной кожуха. Роликовый толкатель 16 обеспечивает поворот стенок при сварке их с листом 3 на завершающем этапе.
Приварка фпанца 29 и отражателя 30 может быть осуществлена двумя способами. Первьй способ заключается в предварительной монтажной прихватке уложенных на столе 31 фланца и
отражателя, которые после сварки боковых стенок с листом, состыковьшают с раструбом кожуха при опущенных роликах 9 и вращают роликами 10 с прижимом кожуха к роликам 10 приводом 36.
Второй способ заключается в том, что отражатель 30 предварительно сваривают монтажной прихваткой к листу, подготовленному для сварки
с боковыми стенками, а после сварки приваривают фланец 29.
Для переналадки устройства для сборки и сварки кожухов различных типоразмеров и исполнений ролики
8, 9, 10 и 21 и рольганг 2 вьшол- нены регулируемыми по ширине, приводы 25 и 11 снабжены набором программ. Приводы 13, 11 и 25 могут работать в импульсном режиме.
Предлагаемое устройство позволяет собирать кожухи различных исполнений, в том числе обшивки и съемными фланцами на боковых стенках.
Формула изобретения
1. Устройство для сборки и сварки кожухов центробежных вентиляторов, содержащее рольганг для подачи листа-обшивки, правильно-подаюпщй механизм для листа-обшивки с приводным барабаном в виде двух соосных роликов, прижимным роликом со сварочными головками и с шарнирно установленной на основании обоймой с вальцующими роликами для листа-обшивки, манипулятор с двумя откидными поворотными планшайбами для боковых стенок, расположенные по обе стороны рольганга многопозиционные магазины для боковых стенок с установленной в каждом из них загрузочной головкой, расположенной на консоли поворотного вала, смонтированного с возможностью взаимодействия с ролика1 и приводного барабана,, о т- личающееся тем, что, с целью расширения технологических возможностей путем обеспечения сборки и сварки кожухов с отогнутыми кромками на листе-обшивке и съемными фланцами на боковых стенках, устройство снабжено механизмом заваль- цовки кромок листа-обшивки, вьшол- ненным в виде шарнирно установленного на основании коромысла, смонтированных на оси поворота роликов приводного барабана, двух рычагов с установленным на одном из плеч
каждого из них закаточным роликом и расположенной на другом его плече регулируемой тягой, соединенной с коромыслом, прижимной ролик правильно-подающего механизма соединен с коромыслом механизма завальцовки кромок, а на валу консоли загрузочной головки смонтированы дополнительно консоль с устройством для
подачи и ориентирования болтов относительно боковых стенок и консоль со сварочной головкой для приварки болтов к боковым стенкам.
2.Устройство по п. 1, о т л и- чающееся тем, что в обойме
правильно-подающего механизма смонтированы регулируемые штанги, вальцующие ролики закреплены на указанных штангах, а на основании по оси пово- рота обоймы установлен привод вращения вальцующих роликов.
3.Устройство по пп. 1 и 2, отличающееся тем, что вал загрузочной головки установлен с
возможностью шагового поворота, а планшайбы манипулятора установлены с возможностью взаимодействия с указанным валом.
4.Устройство по пп. 1-3, о т л и- чающееся тем, что консоль
загрузочной головки, консоль с устройством для подачи и ориентирования болтов и консоль со сварочной головкой для приварки болтов вьшолнены регулируемыми.
517
52
SZ
ЧЪ
бидА
. т 7 14- illZ.
/2612
14-
/сз4У
10
г J
28 14

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1986 |
|
SU1433717A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |





Sn S2
/1 f 7 5 50 I
1
2 V/ 40
Вид Б
1
,-1
V/Xx///////,
4j
J7
ФигЧ
5-5
2/
V5
2
5
4
Pus.l V , S7 ff67f J p
If
57
62
61/ 60
,u, iisu- i
Tf I с::ГГЛЬ(1 72 |U
W
4
5T Xf
/
R N
ч
/tf (
(риг9
in
84
L
5Ъ
11
E
Т
Фиг. 11
90 te 12
бидШ
50
Фиг.П
17 53
/
53
/
1
.
Ы
п
15
(риг 15
ди-аж
17
18
53
L
а.
. 11
218
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
