Известны устройства для наплавки металла на стальные изделия, содержащие сварочную горелку, приводные и опорные ролики для подачи наплавляемого металла, магазин для загрузки наплавляемого металла и наплавляющий мундщтук.
Недостатком устройств подобного типа является то, что они не обеспечивают автоматизацию процесса наплавки металла на поверхность изделий, выполненных в виде втулок, имеющих больщой диаметр и значительную длину.
Отличительная особенность описываемого устройства состоит в том, что, с целью автоматизации процесса наплавки, в устройстве установлены два приводных ролика, расположенные с одной стороны от noiir ваемого в зону наплавки металла в форме пластины и соединенные между собой цепной передачей, и один опорный ролик, расположенный между ними напротив магазина с пластинами, из которого пластины подаются на ролики пружиной. Для предотвращения нагрева при наплавке втулок привод подачи пластин расположен на щатнге вне зоны действия сварочного нагрева и установлен направляющий мундщтук с водяным охлаждением.
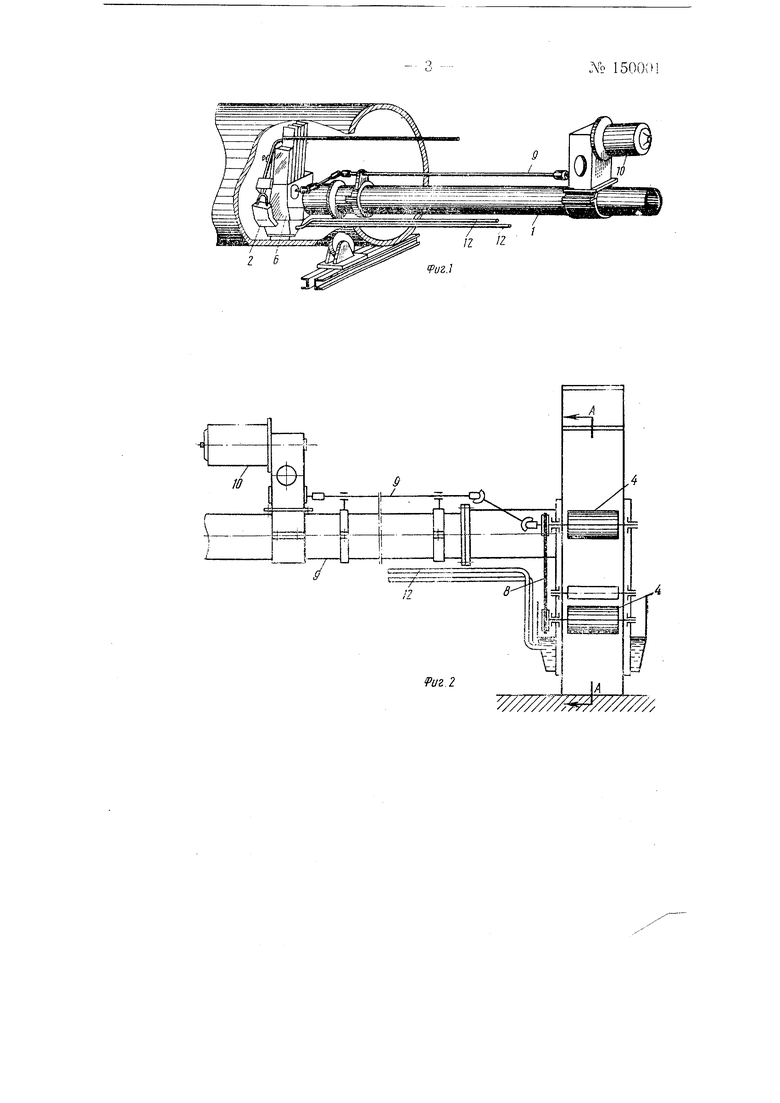
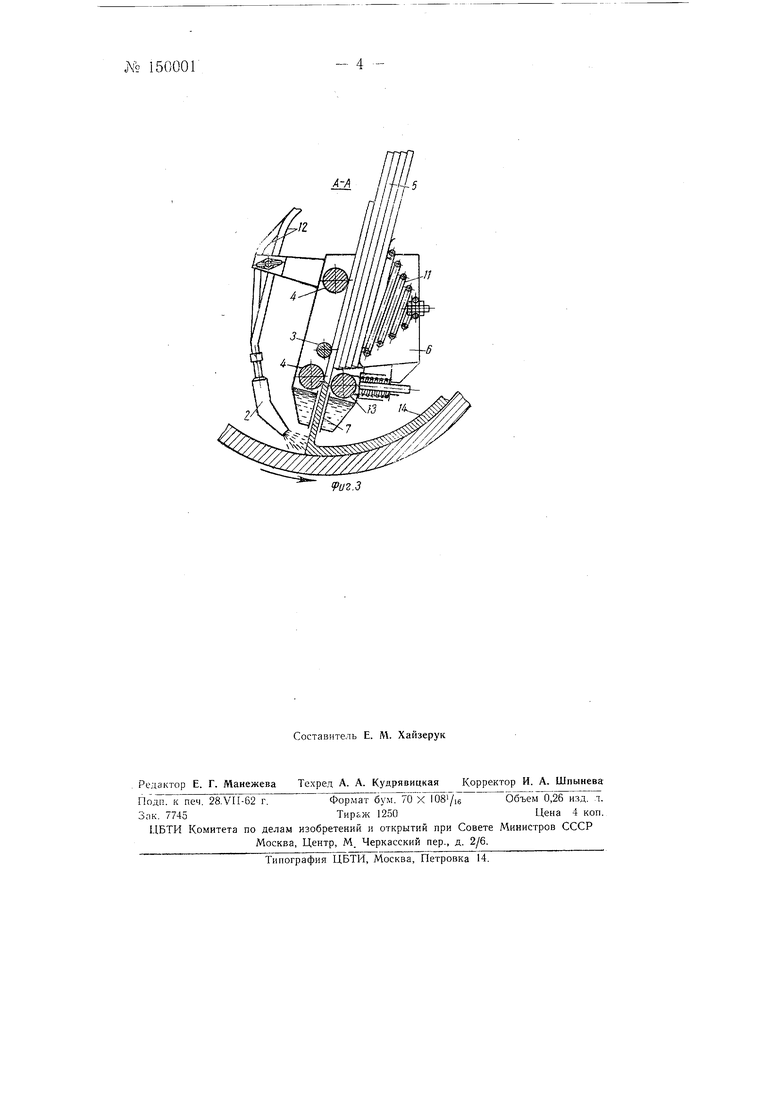
На фиг. 1 показано описываемое устройство; на фиг. 2 - то же, вид сбоку; на фиг. 3 - устройство в разрезе по А-А на фиг. 2.
Устройство для нацлавки металла имеет щтангу 1, на конце которой монтированы сварочная горелка 2, опорный ролик 3, приводные ролики 4, подающие наплавляемый металл в форме пластин 5, магазин 6 и направляющий мундщтук 7. Приводные ролики взаимно связаны цепной передачей 8. Верхний приводной ролик вращается от вала 9, соединенного через редуктор с приводным двигателем 10. Пружина 11 прижимает пачку пластин наплавляемого металла к приводным роликам. Для охлаждения направляющего мундщтука к нему подводится охлаждающая вода. Подвод и отвод охлаждающей воды осуществляет№ 150Q01- 2 ся по шлангам 12. На перемещаемую приводными роликами пластину наплавляемого.металла воздействует прижимной ролик 13.
При нацлавке,металла концевую часть штанги с магазином и сварочной горелкой вводят во втулку или в трубу, на внутреннюю поверхность которой должен быть нанесен наплавляемый металл. Каждая очередная пластина при подаче поджимается к приводным роликам пружиной 1L
Предмет изобретения
1. Устройство для наплавки металла, например баббита, на стальные изделия, содержаш,ее сварочную горелку, приводные и опорные ролики для подачи наплавляемого металла, магазин для загрузки наплавляемого металла и направляющий мундштук, отличающееся тем, что, с целью автоматизации процесса наплавки, в устройстве установлены два приводных ролика, расположенные с одной стороны от подаваемого в зону наплавки металла в форме пластины и соединенные между собой цепной передачей, и один опорный ролик, расположенный между ними напротив магазина с пластинами, из которого последкие подаются на ролики пружиной.
2. Устройство по п. 1, о т л и ч а ю ще еся тем, что, с целью предотвращения нагрева при наплавке втулок, привод подачи пластин расположен на щтанге вне зоны действия сварочного нагрева и установлен направляющий мундштук с водяным охлаждением.
Риг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НАПЛАВКИ | 1972 |
|
SU326033A1 |
| Устройство для электродуговой наплавки изделий с цилиндрической поверхностью | 1974 |
|
SU597536A1 |
| Устройство для дуговой сварки плавлением | 1985 |
|
SU1286368A1 |
| Горелка для дуговой сварки плавящимся электродом | 1986 |
|
SU1388226A1 |
| Устройство для автоматической наплавки | 1977 |
|
SU729012A1 |
| УСТРОЙСТВО для НАПЛАВКИ | 1973 |
|
SU404595A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| Установка для наплавки | 1973 |
|
SU488666A1 |
| Устройство для многодуговой и многоэлектродной сварки | 1987 |
|
SU1391848A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
r.
12
,sd
fuzl
w/ Mmw/z /.
.3
/;
