Изобретение относится к наплавочным материалам, применяемым для изготовления керамических электродов и плавящихся мундштуков, используемых при электрошлаковои наплавке высокомарганцовистой стали на малоуглеродистые и конструкционные стали.
-Известна шихта для наплавки, содержащая ферромарганец Мн1, ферромарганец Мнб, ферромолибден, плавиковый шпат, декстрин.
Основным недостатком этого состава шихты является то, что он не нозволяет получить металл наплавки с высокими пределами прочности в текучести (оь не более 58 кг/мм, о не более 37 кг/мм), а склонность к наклепу такого сплава значительно ниже по сравненпю со сталью Гадфильда.
Предложенная шихта отличается от известной тем, что с целью улучшения механических свойств и повышения износостойкости наплавленного металла в состав шихты введен алюминий в количестве 18,6-20,7%, а остальные компоненты взяты в следующем соотнощении, % к весу сухой щихты:
ферромарганец Мп116,2-18
ферромолибден6,2-7,1
Шпхта обеспечивает хорошие механические
свойства слоя (оь не более 90 кг/мм, а, не
более 80 кг/мм, .i не более 20%, б не более
15%, flft не более 20 кгм/см), высокую склонность к наклону (в 1,4-1,6 раз выше, чем у
Мп ..- , „,
стали с соотношением- ) и надежCi
ную прочность зоны сплавления.
Необходи.мое количество железа получается нодборо.м сечения металлического каркаса электродов.
При электрощлаковой наплавке высокомарганцовистой стали получение гомогенной
аустенитпой структуры затруднено по сравнению с дуговым процессом, что объясняется замедленным охлаждением. В связи с этим необходимособлюдатьсоотношение
-Введение алюминия в наплавленный высокомарганцовистый слой в количестве 0,7-1,5% позволяет получить гомогенную аустеннтную
структуру при соотношении -- 10. Это в
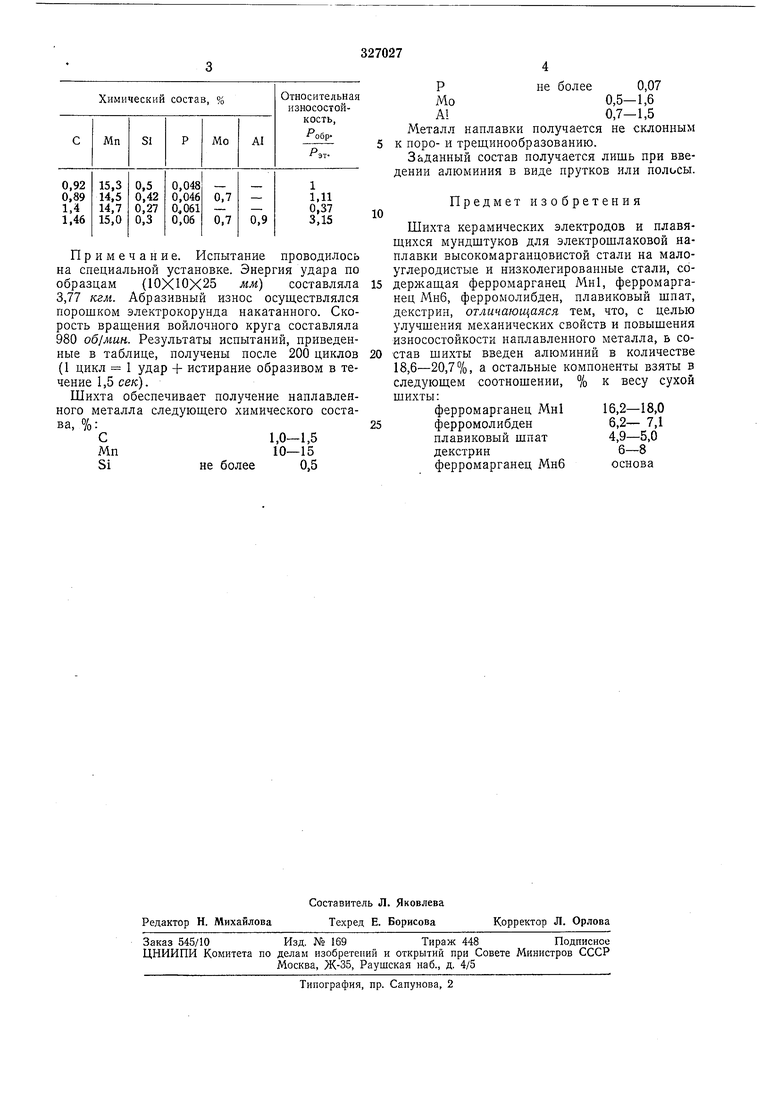
свою очередь нриводит к повышению износостойкости. Результаты испытаний на образивный износ при наличии ударных нагрузок приводятся в таблице.
Примечание. Испытание проводилось на специальной установке. Энергия удара по образцам (10X10X25 мм) составляла 3,77 кгм. Абразивный износ осуществлялся порошком электрокорунда накатанного. Скорость вращения войлочного круга составляла 980 об/мин. Результаты испытаний, приведенные в таблице, получены после 200 циклов (1 цикл 1 удар + истирание образивом в течение 1,5 сек).
Шихта обеспечивает получение наплавленного металла следующего химического состава, %:
1,0-1,5
Мп
10-15 Si
0.5
не более
Рне более0,07
Мо0,5-1,6
А10,7-1,5
Металл наплавки получается не склонным к поро- и трещинообразованию.
Заданный состав получается лишь при введении алюминия в виде прутков или полосы.
Предмет изобретения
Шихта керамических электродов и плавящихся мундштуков для электрошлаковой наплавки высокомарганцовистой стали на малоуглеродистые и низколегированные стали, содерн ащая ферромарганец Мн1, ферромарганец Мнб, ферромолибден, плавиковый шпат, декстрин, отличающаяся тем, что, с целью улучшения механических свойств и повышения износостойкости наплавленного металла, в состав шихты введен алюминий в количестве 18,6-20,7%, а остальные компоненты взяты в следующем соотношении, % к весу сухой шихты:
ферромарганец Мн116,2-18,0
ферромолибден6,2- 7,1
плавиковый шпат4,9-5,0
декстрин6-8
ферромарганец Мнбоснова
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2002 |
|
RU2218256C2 |
| Состав порошковой проволоки для наплавки | 1980 |
|
SU909871A1 |
| Состав порошковой проволоки для износостойкой наплавки | 1983 |
|
SU1123215A1 |
| Состав порошковой проволоки | 1978 |
|
SU770707A1 |
| СОСТАВ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2015 |
|
RU2645828C2 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2074078C1 |
| Состав электродного покрытия | 1978 |
|
SU703998A1 |
| Электродное покрытие для износостойкой наплавки | 1975 |
|
SU531700A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2007 |
|
RU2356715C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2014 |
|
RU2582402C1 |
