Известен станок для сборки и смазки изделий, состоящий из корпуса, бункера с лотком, распределительного вала с кулачками, электродвигателя и шиберного механизма, включающего качающуюся штангу, сообщающую возвратно-поступательное движение шиберу, магазина изделий, толкателя, кривошипного вала с шатуном, который подает изделие на рабочую позицию, а после сборки готовую продукцию передает на отводяший лоток.
Однако такой станок не обеспечивает необходимой механизации сборки изделий и по-вышения его производительности.
Описываемый станок для сборки и смазки подшипника отличается от известных тем, что в нем установлены два устройства для впрыскивания консистентной смазки и второй шиберный механизм. На лотке бункера первой рабочей позиции с одной стороны закреплена неподвижная втулка, а с другой- подв;ижная втулка-шестерня, имеющая посередине кольцевые выточки-гнезда и окна для рычагов, выталкивающих подшия-ники из гнезд по окончании их обработки. Устройство для впрыскивания консистентной смазки выоолнено в виде шлангов с дозаторами, которые одними концами установлены в указанные втулки, а другими-в отверстия распределительных камер и с помощью плунжера, цилиндра и золотника сообщены с отверстиями бачков, внутри которых расположены верхние концы вертикальных валиков, снабженных лопастями. На нижних концах этих валиков укреплены конические шестерни, находящиеся в зацеплении с коническими шестернями промежуточного вала, установленного в корпусе и связанного цепной передачей с распределительным валом. На лотке бункера второй рабочей позиции с одной стороны закреплена вторая неподвижная втулка, а с другой - вторая подвижная втулка-шестерня, входящая в зацепление с первой втулкой-шестерней с помощью промежуточных шестерен, сидящих на оси и валике, связанном цепной передачей и распределительным валом, ца котором установлены два барабана с профильными канавками, соединенные с двумя толкателями щиберных механизмов. Один из барабанов дополнительно связан через поводок со штангой, выталкивающей собранные подшипники ло отводящему лотку.
Такое выполнение станка обеспечивает наиболее полную механизацию процессов сборки подшипников, повышение производительности, смазку подшипников одновременно с обеих сторон и запрессовку уплотнительных шайб в подшипник также с обеих сторон.
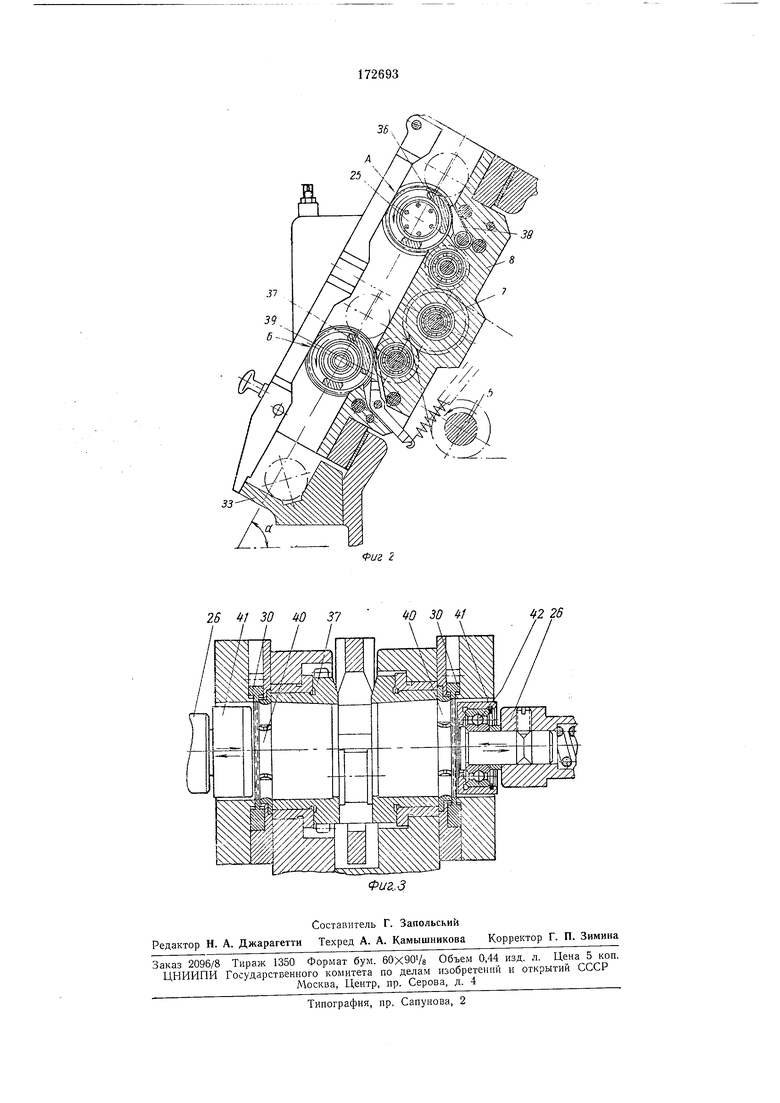
На фиг. 1 приведен общий вид описываемого стайка; на фиг. 2 - схема устройства втулки-шестерни; на фиг. 3 - устройство магазина изделия (шайб), расположенного на второй рабочей позиции.
От двигателя 1 через клиноремениую передачу 2, червячную пару 3 и цепные передачи 4 вращение передается распределительному валу 5, промежуточному валу 6 и валику 7 двухпозиционного механизма иоштучной траисцортиров:К,и подшипников 8, имеющего две рабочие позиции. На первой рабочей позиции А производится впрыскивание определенной дозы консистентной смазки, на второй рабочей позиции Б - запрессовка уплотнительных шайб.
Распределительный вал 5 снабжен предохранительной муфтой (на чертеже не показано), кулачками 9 и барабанами 10 с профильнЫхМИ канавками 11.
Промежуточный вал 6 через цепную передачу 12 и червячную пару 13 приводит во вращение бункер 14 поштучной выдачи подцпшиикоЕ. Промежуточный вал через конические шестерни 15 передает вращение вертикальным валом 16 распределительной коробKJi 17, в которой расположены кулачок 18, золотник 19, цилиндр 20, плунжер 21 и регулировочный винт 22. Из бачка 23 через плунжер 21 по шлангам 24 подается смазка в дозаторы 25 для впрыскивания подшипника с обеих сторон.
Барабаны 10 перемещают в канавках 11 суппорта толкателей 26, кулачок 27 воздействует на золотник 28, регулирующий подачу сжатого воздуха в цилиндры 29, которые проталкивают уплотнительные шайбы в отверстия шиберов 30. При помощи кулачков 9 перемещаются шиберы, которые забирают из магазинов 31 по одной шайбе и подают их в зону запрессовки.
Обрабатываемые подшипники из бункера 14 по подводящему лотку 32 подаются на первую и вторую рабочие позиции, а затем на отводящий лоток 33, где перемещаются штангой 34, которая приводится от одного из барабанов. /0.
От валика 7 через шестерни 55 получают вращение втулки-шестерни 36 и 37, имеющие посередине кольцевые выточки-гнезда и ..окна (на чертеже не показано), предназначенные для западания и установки подшипников и для рычагов 55 и 39, которые выталкивают подшипники из гнезд по окОНчании их обработки.
Втулка-шестерня 57 имеет с двух сторон конические отверстия, в которых сжимаются уплотнительные шайбы перед непосредственной запрессовкой их в канавки наружных колец подишпников.
От возмож.ного перекоса уплотнительные шайбы при подаче их шиберами 30 на рабочую позицию запрессовки предохраняются
нтулками 40 с выступами на внутреннем диаметре.
Толкатели 26, имеющие насадки 41, смонтированы на подшипниках 42, которые предотвращают влияние вращения обрабатываемых подшипниксв на точность и качество запрессовки уплотнительных шайб.
Предмет изобретения
I. Станок для сборки и смазки, обеспечивающий запрессовку уплотнительных шайб в подшипники, содержащий корпус, бункер с лотком, электродвигатель, распределительный вал с кулачками и шиберный механизм,,
включающий качающуюся штангу, сообщающую возвратно-поступательное движение шиберу, магазин и толкатель, отличающийся тем, что, с целью обеспечения наиболее полной механизации процессов смазки и сборки
нодшипников и повышения производительцости, в нем установлены два устройства для впрыскивания консистентной смазки и второй шиберный механизм.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения смазки подшипников
одновременно с обеих сторон, на лотке бункера первой рабочей позиции с одной стороны закреплена неподвижная втулка, а с другой- подвижная втулка-шестерня, имеющая
посередине кольцевые выточки-гнезда и окна для рычагов, выталкивающих подшипники из гнезд по окончании их обработки, а устройства для впрыскивания консистентной смазки выполнены в Виде шлангов с дозаторами, которые одними .концами установлены в указанные втулки, а другими - в отверстия распределительных камер и с помощью плунжера, цилиндра и золотника сообщены с отверстиями бачков, внутри которых расположены верхние концы вертикальных валиков, снабженных лопастями, а на нижних концах укреплены конические шестерни, находящиеся в зацеплении с коническими шестерням-и промежуточного вала, установленного в корпусе и
связанного цепной передачей с распределительным валом.
3.Станок по П1П. 1 и 2, отличающийся тем, что, с целью обеспечения запрессовки уплотнительных шайб в подшипник одновременно
с обеих сторои, на лопке бункера второй рабочей позиции с одной стороны закреплена вторая неподвижная втулка, а с другой - вторая подвижная втулка-шестерня, входящая Б зацепление с первой втулкой-шестерней с
помощью промежуточных шестерен, сидящих на О.СЯХ и валике, связанном цепной передачей с распределительным валом, на котором установлены два барабана с профильными канавками, связанные с двумя толкателями
шиберных механизмов, а один из барабанов дополнительно связан через поводок со штангой, выталкивающей собранные подшипники по отводящему лотку.
23
Фиг.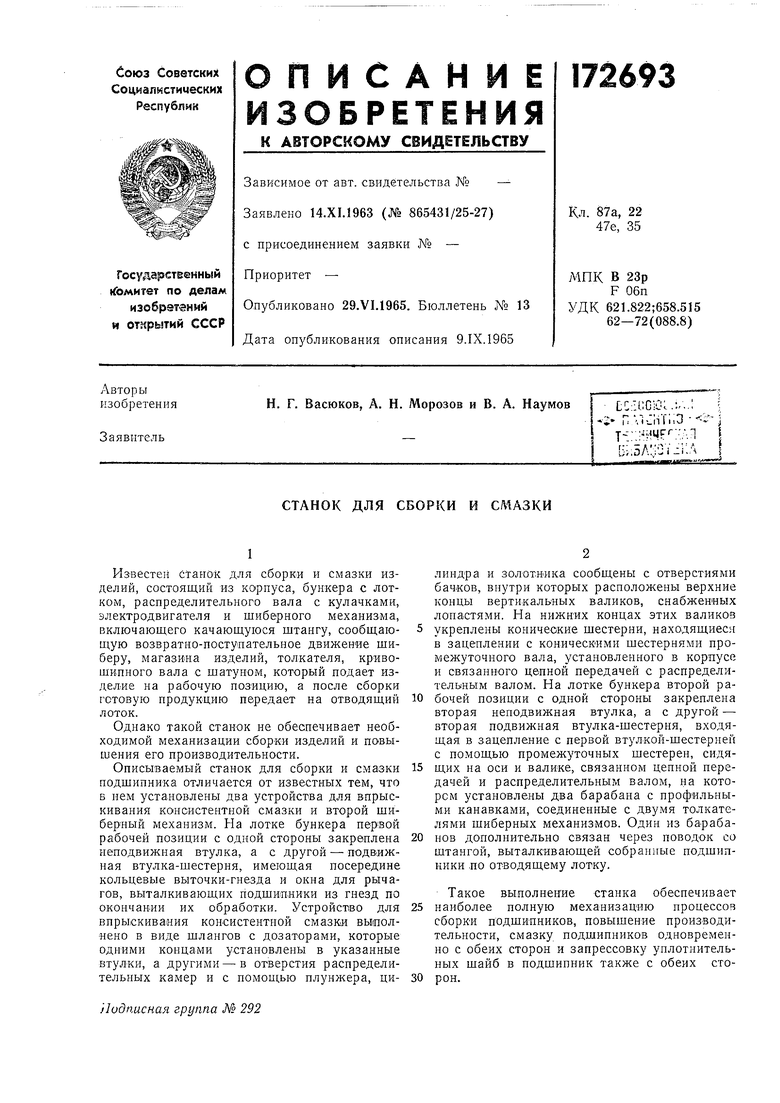
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки и смазки | 1973 |
|
SU454111A2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Машина для формовки (отсадки) половинок зефира | 1953 |
|
SU101392A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для вставки уплотнительных шайб в подшипник | 1987 |
|
SU1481523A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ АВТОМОБИЛЬНОГО КОМБИНИРОВАННОГО ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2725254C1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |