1
Изо бретенне относится к прамы.шленлому транспорту, а именно к устройствам для полеречной поштучной выдачи длинномбрных цилиндрических изделий.
Известны уст1ройства для ноперечной иоштучной выдачи дли1ННОМер:ных цилиндрических изделий, содержащие приводные поворотные вокруг продольной горизонтальной оси подающие рычаги, наклонный склиз и выдающий 1конвейер.
Предлагаемое устройство отличается от известных тем, что оно снабжено механизмом плавной укладки, вьшолиенным в виде выступающего иад склизом оодвиЖнаго уиора, связанного через винтовую пару с приводом для настройки его на диаметр, и содержит заК1рвпленные на установленной параллельно плоскости склиза оси поворотные ута/иливающиеся У-о:бразные рычаги, снабженные ограничителями подачи изделий и связанные с приводом их поворота, причем подающие рычаги выполнены Z-образными и образуют с боковой стен1кой склиза промежуточную ем1кость для овделения от обшей массы малого количества изделий. Это обеспечивает плавную укладку изделий различного диаметра и исключает их перехлестывание.
На фиг. 1 изобр ажено п,редлагаемое устройство; на фиг. 2-вид по стрелке А на
И|Г. .
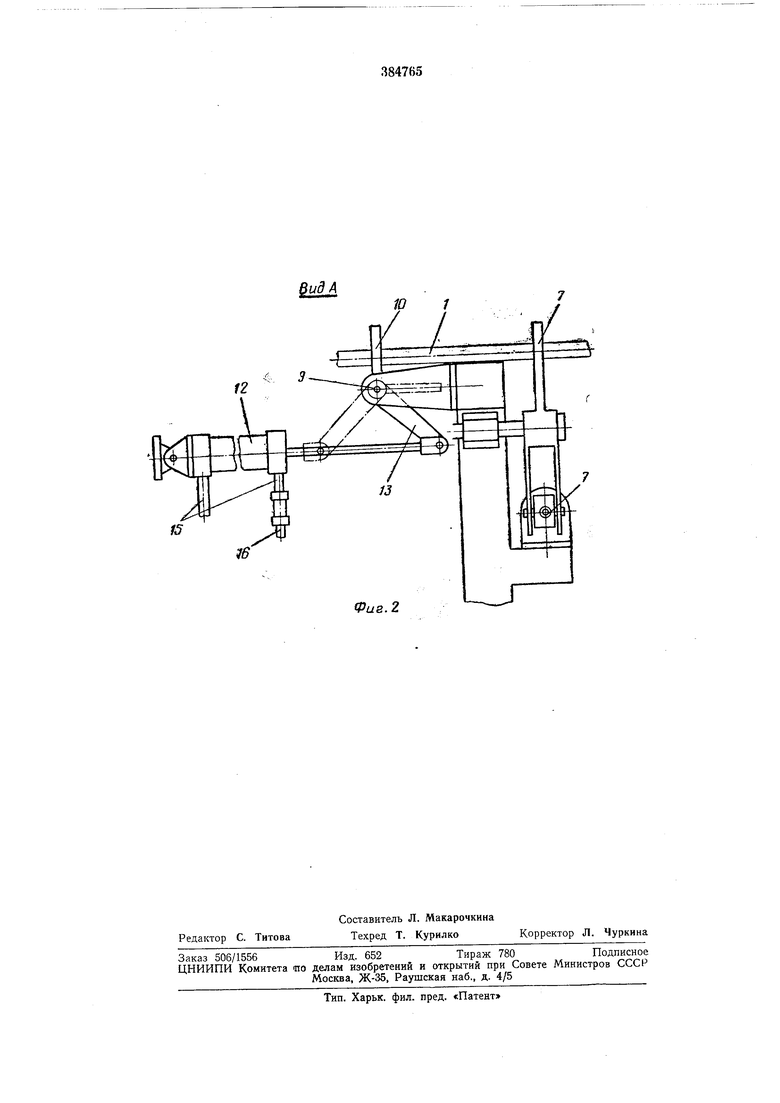
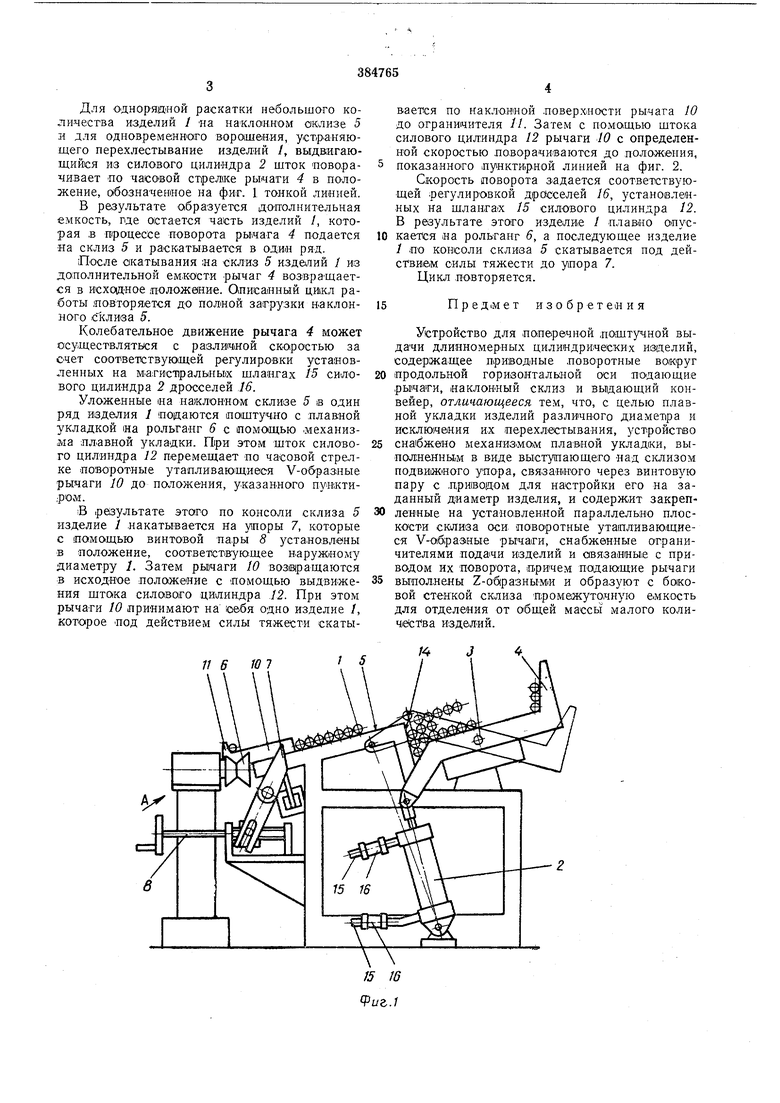
Устройство для поперечной поштуч1гой выдачи длинномефных цилиндрических излелий / содержит приводные (посредством силового цилиндра 2) поворотные вокруг горлзонтальлой оси 3 подающие рычаги 4, наклОНный оклиз 5 и выдающий конвейер, например рольганг 6. Устройство снабжено механизмом плавной укладки, выполненным в виде выступающего над склизом 5 подвижного упоipa 7, связанного через винтовую пару 8 с приводом, например, ручным для наст|ройки его на диа.метр изделия.
На установленной параллельно плоскости склиза 5 оси 9 закреплены поворотные уталливающиеся V-образные рычаги 10, снабженные ограничителя,ми 1J подачи изделий и связанные с приводом их поворота, например с силовым цилиндром }2, шток iKOTOporo шарнирно соединен с плечом 13 рычага 10. При
этом подающие рычаги 4 выполнены Z-образными и образуют с боковой стенкой 14 склиза 5 промежуточную емкость для отделения от общей массы малого количества изделий /.
Устройство работает следующим образом. Пакет длинно-мерных из(делий / (труб, Прутков), освобожденный от скрепляющей проволоки, укладывают на на;ходя1шиеся в исходном положении подающие Z-образные рычаги 4.
Для однорядной раскатки небольшого количества изделий / -на наклонном аклизе 5 и для одновремеянаго ворашения, уст-р аняющего перехлестывание изделий /, выдкигающийся из силового цилиндра 2 шток поворачивает по часовой стрелке рычаги 4 в положение, обозначевное на фиг. 1 тонкой линией.
В результате образуется дололнительная емкость, где остается часть изделий /, которая .в процессе поворота рычага 4 подается на склиз 5 и раскатывается в один ряд.
После окатывания ;на склиз 5 изделий / из дополнительной емкости рычаг 4 возвращается в исход-ное лоложение. О.писа1нный ци1кл работы .повторяется до полной загрузки иаклоиного 5.
Колебательное движение рычага 4 может осуществляться с различной скоростью за счет соответствуюш,ей регулировки установленных на Магиспральньпх шлаигах 15 силового цили-ндра 2 др осселей 16.
Уложенные 1на наклонНом склизе 5 в один ряд изделия / подаются паштучло с плавной укладкой 1на рольганг 6 с помощью механизма плавной укладки. При этом шток силового цилиндра 12 перемещает по часовой поворотные утапливающиеся У-образяые рычаги 10 до положения, указанного пунжти,ром.
;В результате этаго по консоли склиза 5 изделие / накатывается на упоры 7, которые с помощью винтовой пары 8 установлены в положение, соответствующее наружному диаметру /. Затем рьцчаги 10 возвращаются в исходное положение с помощью выдвижения щтака силового цилиндра 12. При этом рычаги 10 принимают на себя одно изделие /, которое под действием силы тяжести скатыП 6 107
вается по наклолной .поверхности рычага 10 до ограничителя //. Затем с помощью штока силового цилиндра 12 рычаги 10 с определенной скоростью поворачиваются до поло.жения,
показанного пунктирной линией на фиг. 2.
Скорость поворота задается соответствующей регулировкой Д1расселей 16, установленных на шлангах 15 силового цилиндра 12. В результате этого изделие / плавно опускается на рольганг 6, а последующее изделие / по консоли склиза 5 скатывается под действи1бм силы тяжести до упора 7. Цикл повторяется.
ПреД|Мет изобретения
Устройство для поперечной поштучной выдачи длинномерных цилиндрических изделий, содержащее приводные .поворотные вакруг
продольной горизонтальной оси подающие рычати, наклонный склиз и выдающий конвейер, отличающееся тем, что, с целью плавной укладки изделий различного диаметра и исклю1че:ния их перехлестывания, устройство
снабжено механизмам плавной укладки, выполненныгм в виде выступающего над стшизом подвижного упора, связанного через винтовую пару с .приводом для настройки его на заданный диаметр изделия, и содержит закрепленные на установленной параллельно плоскости склиза оси поворотные утапливающиеся У-обраэные рычаги, снабженные ограничителями лодачи изделий и связанные с приводом их поворота, причем ладаюгщие рычаги
выполнены Z-образными и образуют с бо1ковой стенкой склиза промежуточную е.мкость для отделения от общей массь малого колиЧ1е сГва изделий.
QudA
У Ц|1
12
У6
Ю 1
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Устройство поштучного взвешивания длинномерных изделий | 2016 |
|
RU2629692C1 |
| Линия резки труб | 1990 |
|
SU1792810A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Поточная линия изготовления плоских металлоконструкций | 1986 |
|
SU1581539A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| Устройство для передачи цилиндрических изделий | 1984 |
|
SU1175830A1 |
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |