Изобретение нредставляет собой устройство для укладки листов различной длины в отдельные стоны и может быть иснользовано в химической, целлюлозно-бумажной и нолиграфнческой промышленности для укладывания нарезанных листов бумаги, картона, целлюлозы двух различных длин в начки или стоны нри непрерывной работе листорезательных машин (саморезок, летучих ножниц и т. н.).
Известно устройство для укладки листов различной длины в отдельные стоны, включаюш,ее механизм подачи листов, приемные нодЕижные столы и транспортирующее сформированные стоны листов приспособление.
Основной недостаток известного устройства заключается в том, что оно недостаточно надежно в работе.
Устранение указанного недостатка достигается тем, что нриемные нодвижные столы образованы из ряда продольно и поперечно расположенных балок, а транснортируюш,ее приснособление снабжено рольгангом, в станине которого предусмотрены назы для поперечных балок приемных столов.
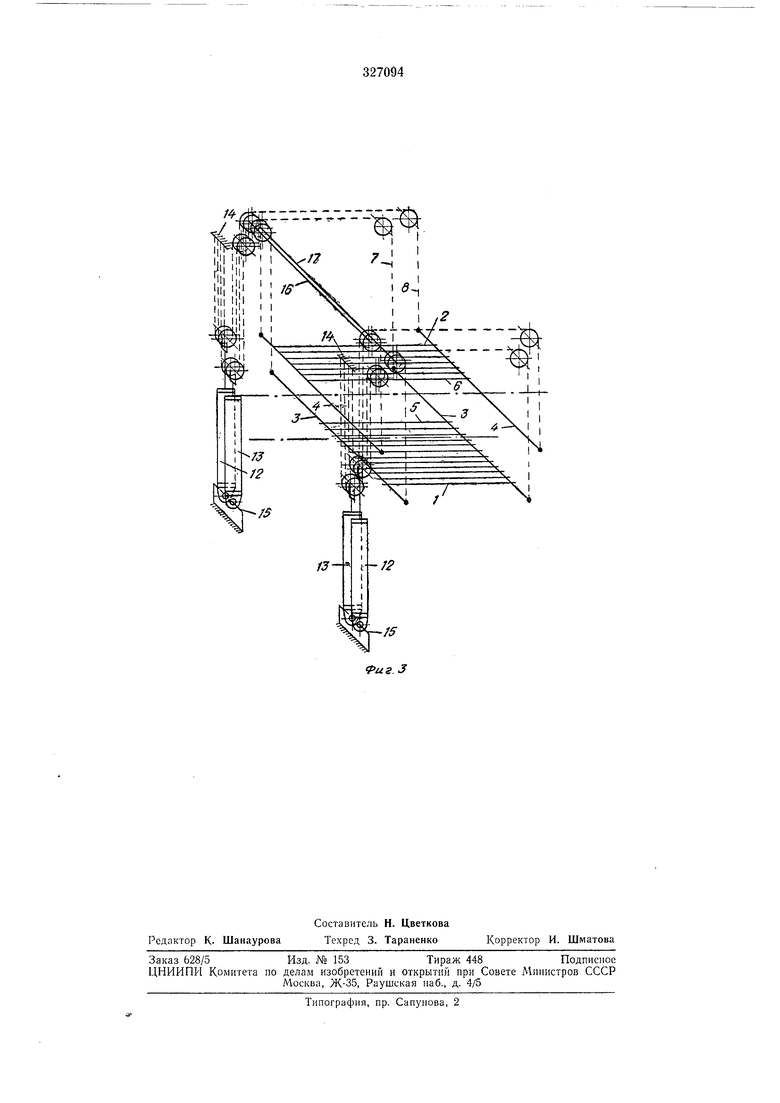
На фнг. 1 изображено нредлагаемое устройство., вид сбоку; на фиг. 2 - вид устройства навстречу ходу материала с резательной машины (вид по стрелке А на фиг. 1); на фиг. 3 изображена схема расноложения столов, цепей блоков-звездочек, гидроцплпндров
и мест крепления цепей к балкам столов, цилнндрам н станинам.
Предлагаемое устройство представляет собой два независимых приемных стола 1 и 2, состоящих из основных нонеречных балок 3 и 4 I уложенных на них нродольпых балочек 5 н 6. Основные балкн столов нодвешены на цепях 7 и 8 и скользят своими концевыми юликамн но нанравляющпм пазам станин 9 п
W при вертикальном пере.меш,енни столов. Поддерживающие столы цени 7 и 8 закреплены на концах балок 3 п 4 при помощи регулировочных вннтов //, дающих возможность регулировать нолоЛСенпе звеньев цепей по отношению к балкам. Цепи (четыре щтукн на каждый стол) нроходят по блокам-звездочкам, охватывают блоки-звездочки щтоков гидроцилиндров 12 п 13 н закренлены регулирующими виитами 11 к опорным пальцам 14.
Каждая пара цепей управляется гидроцилпидрами 12 или 13, расположенными в станинах 9 и 10. Столом 1 управляют цилиндры 12 при помощи системы цепей 7; столом 2 управляют цилиндры 13 при помощи системы цеией
8. Цилипдры закреплены в станннах 9 л 10 пальцами 15. Каждая пара цепей одного стола имеет блоки-звездочки, соединенные между собой уравнитель 1ыми валами 16 и 17, обеспечивающими синхронность всех
и спусках. Кроме того, в случае отказа в работе одного двух гидроцплипдров стола, подъем и опускание последнего может осуществляться другим гидроцилиндром через уравнительный вал. Выбранная схема расположения цепей по отношению к штокам цилиндров дает возможность иметь ход шгоков вдвое меньше, чем ход столов. Каждые два цилиндра одного стола пптаются от самостоятельной пасоспой стапции через свою систему трубопроводов и запорной арматуры. Управление рабочим столом задается с нульта машины, а управление ускоренным опусканием и подъемом до верхпего крайнего полон еппя столов-- автоматическое от концевых выключателей.
Под приемными столами установлен рольганг 18 для перемещения уложенных па столы стоп в поперечном направлении по отношеиию к оси резательной машины.
Рольганг имеет ролики 19, приводимые от электропривода 20 через паразитный шестеренный привод 21.
Поступающие с резательной машины листы материала двух разных длин укладываются на ноддоны 22 и 23, установленные на продольные балочки 5 и 6 обоих столов, причем на поддонах 22 находятся стопы 24 с короткими листами, а на поддоне 23-стопы 25 с длинными листами. Поперечные короткие балочкп 5 поддерживают поддоны с короткими листами, а длинные 6 - поддоны с длинными листами. Балочки 5 и 6 устанавливаются на несущих основных поперечпых балках 3 и 4 в зависимости от участка общей ширины резательной машины, занятого длинными и короткими листами. В конструкции резательной мащины предусмотрена гребенка 26, которая вдвигается в устройство для приема листов во время удаления стоп.
Устройство работает следующнм образом. Листы с резательной машины поступают па поддоны 22 и 23. Подг ешеипые па цепях 7 п 8, соедипенпых со П1токами цилиидров 12 и 13, основные балки столов в начале укладки листов находятся на одном уровне и, ио мере увеличения высоты стоп опускаются, скользя своими роликами по направляющим пазам станин 9 и W. Разность длин листов, укладываемых в стопы, определяет и разность скоростей роста высоты стоп 24 и 25. Для поддержания одинакового верхнего уровня стоп (для сохранения одинакового режима укладки листов) оба приемных стола опускаются с разной скоростью: стол с короткими листами - быстрее, стол с длинными листами - медленнее. Эта разность скоростей устанавливается иа пульте уиравлеиия в зависимости от сочетания длины укладываемых листов. Для укладки коротких листов используется стол /, а ДЛИГН1ЫХ - стол 2. Стол 1 имеет более короткие продольные балочкн 5, чем балочкп 6, чгобы при более быстром онускании ими не задеть основные балки 4 стола 2.
По окончании укладки стоп 24 с короткими листами до заданной высоты стол / нажимает когщевой выключатель и обеспечивает ускорепное онускание обоих столов. При этом гребенка 26, которая во время укладки стоп на поддоны находится за пределами устройства, вдвигается в него и занимает положение 26 а, и резательная машина нродолжает укладывать листы на эту гребенку.
Ускоренно опускающиеся столы, достигнув рольганга 18, опускают свои балочки 5 и (J в
прорези станины рольганга, чем обеснечивается укладка поддонов 22 и 23 со стопами на ролики 19 рольганга. Стопы 24 (с короткими листами) укладываются своими поддонами на ролики рольганга раньше стоп 25, так
как скорость ускоренного спуска одинакова. Только стол 2, достигнув рольганга, включает концевым выключателем приводной двигатель 20 рольганга, нередаюншй движение роликам 19 через паразитный привод 21. Таким
образом осуществляется удаление стоп на вспомогательный рольганг или трансиортер поточной линии сортировки и упаковки готовой продукции. После освобождеиия поперечного.рольганга
от стон (но сигналу рольганга поточной линии), привод последнего отключается, оба приемпых стола поднимаются до уровня выдвижной гребенки 26, нажимают концевой включатель управления гребенкой, благодаря чему
последняя возвращается в исходное положение, а пачки уложенных на гребенку листов материала иерекладываются на поддоны, установленные на столах. Процесс стопообразования возобновляется.
При укладке листов одинаковой длины мож ио использовать только стол /, оставив основные нопсречные балки его в положенш ниже крайнего нижнего рабочего положення п без продольных балочек 5, а па столе 2 уложпть
балочки 6 по всей ширине машииы. В этом случае гидросистема стола / отключается.
Предмет изобретения
Устройство для укладки листов различной длины в отдельные стопы, включающее механизм подачи листов, приемные подвижные столы и траиспортирующее сформированные стопы листов приспособление, отличающееся тем,
что, с целью повышения надежности в работе, приемные подвижные столы образованы из ряда продольно и поперечно расположенных балок, а транспортирующее приспособлепие снабжено рольгангом, в станине которого предусмотрепы пазы для поперечпых балок приемпых столов.
ХоН наре- 1 занны с MUcmoS
| название | год | авторы | номер документа |
|---|---|---|---|
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
| Стол для стопы листовых заготовок | 1982 |
|
SU1031598A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Устройство для перемещения и укладки мебельных щитов | 1977 |
|
SU617339A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| КАНТОВАТЕЛЬ ЛИСТОВ | 1968 |
|
SU217340A1 |
| Устройство для разрезки массива ячеистого бетона | 1978 |
|
SU779090A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для укладки листов в стопки | 1975 |
|
SU537899A1 |

r4N.VVVVVVV
Фиг 2
