Предлагаемое изобретение относится к литейному производству и может применяться для литья слитков и фасонных отлнвок из различных снлавов.
Известно устройство для выдержки металла перед заливкой, включающее литниковую чашу с конусной частью стенки, верхний и нижний диски с взаимиоперекрываемыми отверстиями и скрепляемыми болтами, разрушаемыми действием перегретого металла (см. патент США, кл. 266-38, № 3088724, заяв. 6.1Х.61 г.).
Однако такое устройство затрудняет регулирование времени выдержки металла в литниковой чаше вследствие того, что время разрушения болтов зависит от их диаметра, материала, вида заливаемого сплава, температуры заливки, объема металла в чаше н других факторов, которые трудно учесть.
Все это усложняет н затягивает процесс отработки оптимального времени выдержки при изменении условия литья.
С целью устранения указанного недостатка в предлагаемом устройстве диски снабжены обшей внутренней кольцевой полостью, соединенной с вакуумной системой.
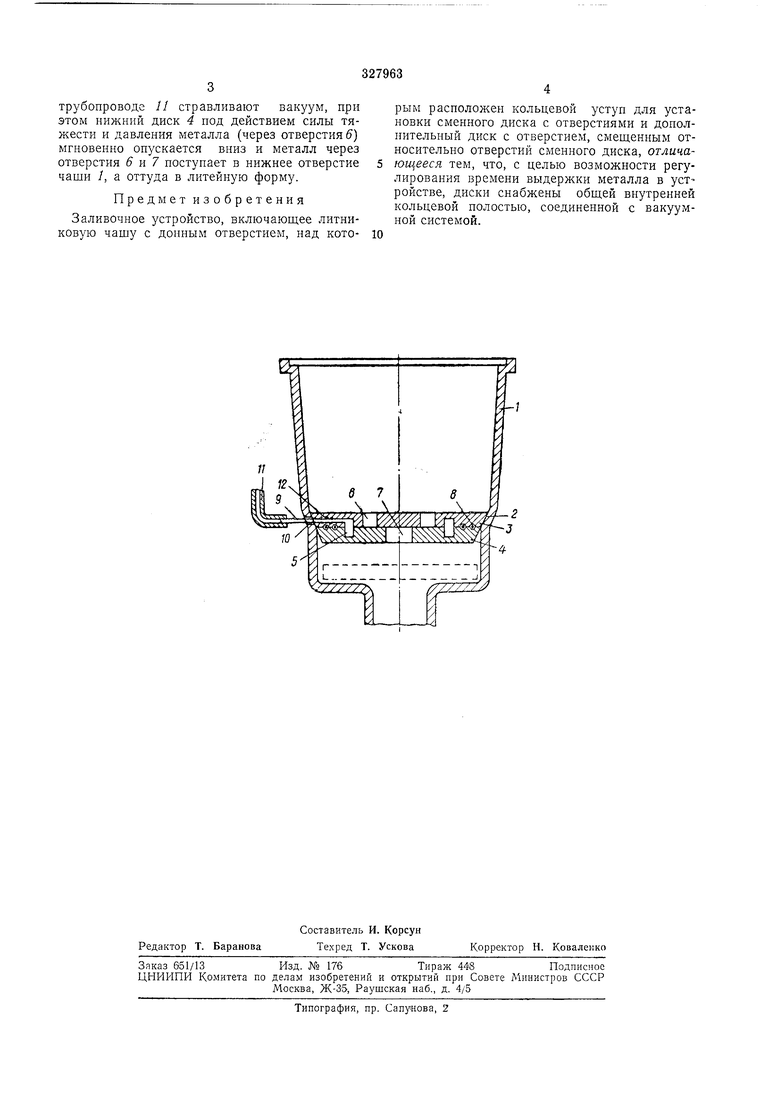
диск 3. Нижний днск 4 соединяется с верхним диском 3 путем создания разряжения в кольцевой полости 5, размещенной в этих дисках. Отверстия 6 верхнего диска перекрываются
нижним диском, а отверстия 7 нижнего диска перекрываются верхним диском. В верхнем и нижнем дисках, помимо полости 5, выполнены кольцевые пазы 8, в которые закладываются уплотнения. Штуцер 9 через отверстие
10 в чаше / соединяет отсасывающий трубопровод 11с кольцевой полостью 5 через резьбовое отверстие 12 в верхнем диске 3.
Работает предлагаемое устройство следующим образом.
Перед заливкой металла в литниковую чашу / устанавливают нижннй и верхний диски так, чтобы они плотно прилегали друг к другу, например путем наложения груза на верхиий днск 3 и одновременного подпора диска 4
через нижнее отверстие литниковой чаши /. Затем штуцер 9 вворачивают через отверстие 10 в резьбовое отверстие 12 и соединяют с отсасывающим трубопроводом 1L После включения отсоса в кольцевой полости 5 создается вакуум н верхний диск плотно соединяется с нижним диском благодаря силе атмосферного давления. Заливают металл в чашу / и после того, как истечет время выдержки и все шлаковые включения всплывут
трубопроводе 11 стравливают вакуум, при этом нижний диск 4 иод действием силы тяжести и давления металла (через отверстия 6) мгновенно опускается вниз и металл через отверстия 6 II 7 поступает в нижнее отверстие чаши /, а оттуда в литейную форму.
Предмет изобретения
Заливочное устройство, включающее литниковую чашу с донным отверстием, над которым распололсен кольцевой уступ для установки сменного диска с отверстиями и дополнительный диск с отверстием, смеш,енным относительно отверстий сменного диска, отличающееся тем, что, с целью возможности регулирования времени выдержки металла в устройстве, диски снабжены обш,ей внутренней кольцевой полостью, соединенной с вакуумной системой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заливочное устройство | 1984 |
|
SU1296279A1 |
| УСТРОЙСТВО ДЛЯ ЗАПИРАНИЯ ЛИТНИКОВОЙ СИСТЕМЫ ПРИ РЕВЕРСИВНОМ СПОСОБЕ ЛИТЬЯ | 1973 |
|
SU393025A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ИЗ ЛИТЬЕВЫХ ОТВЕРЖДАЮЩИХСЯ СМОЛ | 2012 |
|
RU2508176C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛОВ В ПОСТОЯННЫЕ ФОРМЫ ПОД ВАКУУМОМ И ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1948 |
|
SU85985A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| "Способ получения литья по газифицируемым моделям "Див-процесс" и литейная форма для получения литья" | 1988 |
|
SU1764768A1 |
| Машина для литья вакуумным всасыванием | 1982 |
|
SU1049179A1 |
| Литейная форма | 1979 |
|
SU808194A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
