(54) ЛИТЕЙНАЯ ФОРМА
ее рабочую полость через трубопроод с атмосферой.
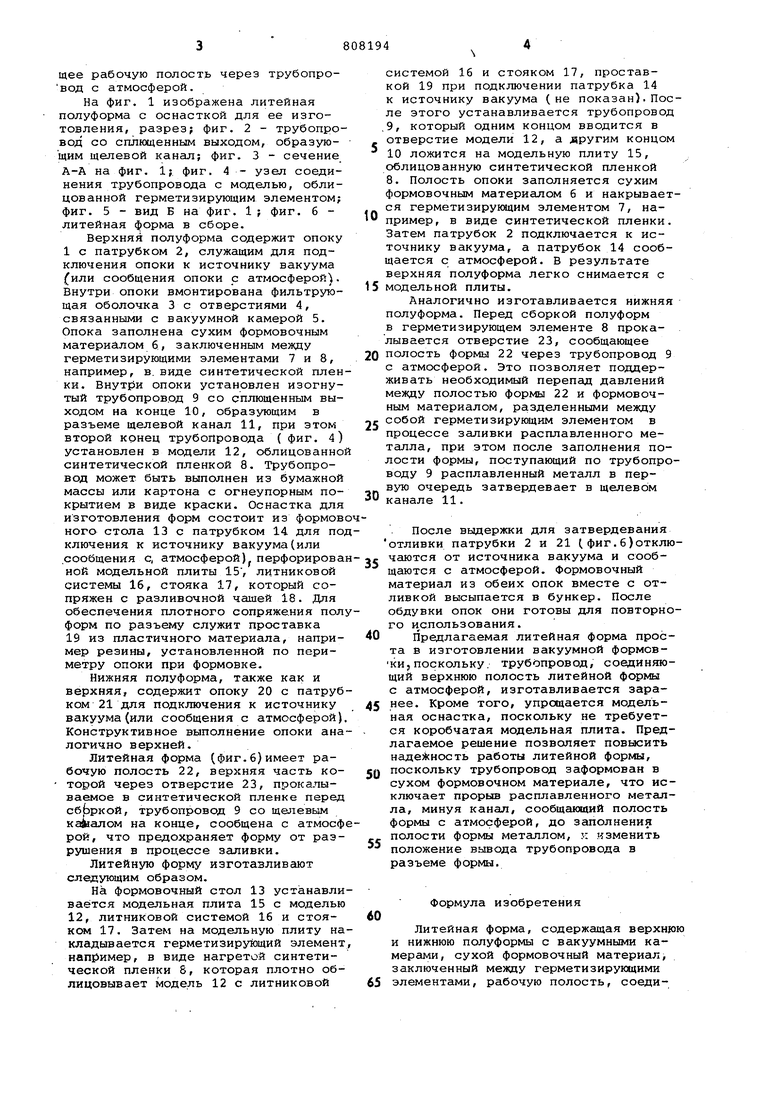
На фиг. 1 изображена литейная олуформа с оснасткой для ее изгоовления, разрез; фиг. 2 - трубопроод со сплющенным выходом, образуюим щелевой канал; фиг. 3 - сечение А-А на фиг. 1; фиг, 4 - узел соединения трубопровода с моделью, облицованной герметизирующим элементом; фиг. 5 - вид Б на фиг. 1; фиг. б литейная форма в сборе.
Верхняя полуформа содержит опоку 1 с патрубком 2, служащим для подключения опоки к источнику вакуума {или сообщения опоки с атмосферой). Внутри опоки вмонтирована фильтрующая оболочка 3 с отверстиями 4, связанными с вакуумной камерой 5. Опока заполнена сухим формовочным материалом 6, заключенным между герметизирующими элементами 7 и 8, например, в. виде синтетической пленки. Внут$эи опоки установлен изогнутый трубопровод 9 со сплющенным выходом на конце 10, образующим в разъеме щелевой канал 11, при этом второй конец трубопровода ( фиг. 4) установлен в модели 12, облицованной синтетической пленкой 8. Трубопровод может быть выполнен из бумажной массы или картона с огнеупорным покрытием в виде краски. Оснастка для изготовления форм состоит из формовоч ного стола 13 с патрубком 14 для подключения к источнику вакуума(или сообщения с, атмосферой) перфорированной модельной плиты 15, литниковой системы 16, стояка 17, который сопряжен с разливочной чашей 18. Для обеспечения плотного сопряжения полуформ по разъему служит проставка 19 из пластичного материала, например резины, установленной по периметру опоки при формовке.
Нижняя полуформа, также как и верхняя, содержит опоку 20 с патрубком 21 для подключения к источнику вакуума (или сообщения с атмосферой). Конструктивное выполнение опоки аналогично верхней.
Литейная форма (фиг.6)имеет рабочую полость 22, верхняя часть которой через отверстие 23, прокалываемое в синтетической пленке перед сбЬркой, трубопровод 9 со щелеввм кадаалом на конце, сообщена с атмосферой, что предохраняет форму от разрушения в процессе заливки.
Литейную форму изготазливеиот следующим образом.
На формовочный стол 13 устанавливается модельная плита 15 с моделью 12, литниковой системой 16 и стояком 17. Затем на модельную плиту накладывается герметизирующий элемент, например, в виде нагретой синтетической пленки 8, которая плотно облицовывает модель 12 с литниковой
системой 16 и стояком 17, проставкой 19 при подключении патрубка 14 к источнику вакуума (не показан). После этого устанавливается трубопровод ,9, который одним концом вводится в отверстие модели 12, а другим концом 10 ложится на модельную плиту 15, облицованную синтетической пленкой 8. Полость опоки заполняется сухим формовочным материалом 6 и накрывается герметизирующим элементом 7, например, в виде синтетической пленки. Затем патрубок 2 подключается к источнику вакуума, а патрубок 14 сообщается с атмосферой. В результате верхняя полуформа легко снимается с модельной плиты.
Аналогично изготавливается нижняя полуформа. Перед сборкой полуформ в герметизирующем элементе 8 прокалывается отверстие 23, сообщаннцее полость формы 22 через трубопровод 9 с атмосферой. Это позволяет поддерживать необходимый перепад давлений между полостью формы 22 и формовочным материалом, разделенными между собой герметизирующим элементом в процессе заливки расплавленного металла, при этом после заполнения полости формы, поступающий по трубопроводу 9 расплавленный металл в первую очередь затвердевает в щелевом канале 11.
После выдержки для затвердевания отливки патрубки 2 и 21 ( фиг.б)отключаются от источника вакуума и сообщаются с атмосферой. Формовочный материал из обеих опок вместе с отливкой высыпается в бункер. После обдувки опок они готовы для повторного и спользования.
Предлагаемая литейная форма проста в изготовлении вакуумной формовки5 поскольку, трубопровод, соединяющий верхнюю полость литейной формы с атмосферой, изготавливается заранее. Кроме того, упрощается модельная оснастка, поскольку не требуется коробчатая модельная плита. Предлагаемое решение позволяет повысить надежность работы литейной формы, поскольку трубопровод заформован в сухом формовочном материале, что исключает прорыв расплавленного металла, минуя канал, сообщающий полость формы с атмосферой, до заполнения полости формы металлом, л изменить положение вывода трубопровода в разъеме формы.
Формула изобретения
Литейная форма, содержащая верхнюю и нижнюю полуформы с вакуумными камерами, сухой формовочный материал, заключенный между герметизирующими элементами, рабочую полость, соеди

| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU793695A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Литейная форма | 1977 |
|
SU634839A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
