Изобретение относится к области прокатного производства и может быть иримеиепо на однобарабаиных или двухбарабанпых IIOJKIHIцах мелкосортного стана, имеющих механизм пуска реза с пневмо- или гидроприводом.
Известны путевые системы автоматического управления нневмоприводом механизма пропуска реза летучих ножниц, содержащие путевой комаидоаппарат, установлеииый иа одиом валу с датчиком скорости и двнгате.чем, кинематически свизаи 1ым через зубчатую передачу с механизмом реза н подключенным ко входу колгаидпого блока, соединенного со входом блока задержки, выиолиенного в виде импульс юго преобразователя, соединенного е э.1ементом сравнення, выход блока задержки с пневмоприводом, подключенным к магнстрали сл атого воздуха и связанным с мехаинзмом реза. При угловом положении вращающихся ножевых барабанов, нринятом за контрольное, путевой командоаппарат вырабатывает сигнал, поступающий в командный блок. Сигнал на выходе командного блока, соединенном с пневмоприводом, появляется синхронно с сигналом путевого командоаппарата через заданные для порезки раската интервалы времени. Время, отводимое для работы механизма нропуска реза при сведении ножевых барабанов, равно сумме времени, соответствующего упреждению контрольного положения
относительно положе 1н 1 совмещения ножей в илоскости резания, и времеии одного оборота, 1ожевых бараба юв.
Однако в известных устройствах, в случае изменения скорости вращения ножевых барабанов, т. е. временного интервала, отводимого на работу механизма пропуска реза, а также при изменении давления в магистрали иневмонривода, появляются отказы в порезке раската, выражающиеся в отсутствии реза, неио.пюм разрезании или iinoroKjiaTHOM резе раската.
В предлагаемой системе автоматического уиравлеиня мехаиизмом пропуска реза летучих ножниц для по15ЫИ1еиия надежности системы между магистралью сжатого воздуха и элементом сравнения блока задержки установлены последовательно соединенные датчик давления и функциональный преобразователь, а между датчиком скорости и элементом сравнения блока задержки установлен блок преобразования времени поворота.
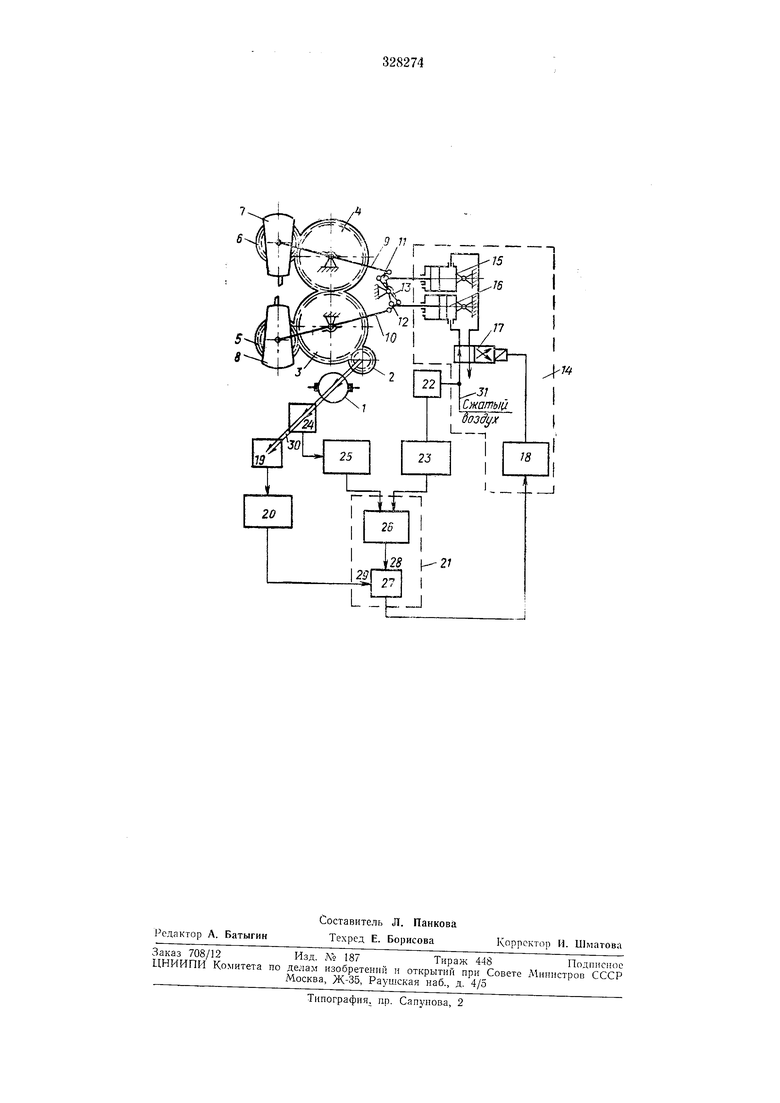
На чертеже иредставле;1а нриициинальная схема системы управления механизмом проиуска реза.
На чертеже ирнняты следующие обозначения: двигатель /; зубчатые передачи 2, 3, 4, 5, 6; ножевые барабаны 7, 8 кинематические звенья 9, 10, 11, 12, 13 пневмопривод 14 цилиндры 15, 16; распределитель 17; управляющий блок 18; комапдоаипарат 19; командный блок 20; блок задержки 21; датчик давления 22; функциональный преобразователь 23; датчик скорости 24; блок преобразования времени поворота 25; элемент сравнения 26; времяимпульсный преобразователь 27; управляющий вход 28; вход запуска 29; вал 30; магистраль сжатого воздуха 31.
Система работает следуюнднм образом.
При пересечении ножевыми барабанами положения, принятого за сонтрольнос, комаидоаппарат вырабатывает сигнал, поступаюн.11Й в командный блок.
Сигнал на выходе командного бло.ка, соединенного со входом запуска времяимпульсного преобразователя, появляется синхронно с сигналом командоаппарата через заданные для порезки раската интервалы времени.
Команда на включение пневмопривода поступает в управляющий блок через блок задержки с задержкой, зависящей от скорости вращения ножевых барабанов и давления в магистрали пневмопривода.
Сигнал на выходе функционального преобразователя соответствует времени срабатывания л еханизма с пневмоприводом при сведении (разведении) механизмов реза. Зависимость времени срабатывания механизма реза с пневмоприводом от давления воздуха в магистрали может быть определена теоретически или экспериментально.
Сигнал на выходе блока преобразования времени поворота соответствует временному интервалу, который требуется для поворота ножевых барабанов из положения, принятого за контрольное, в положение норезки раската. Угол поворота задается неизменным и превыщает 2я (ipaeeH например 4л).
Сигнал на выходе элемента сравнения соответствует разности между временем поворота механизма реза из контрольного положения в положение порезки раската и времени срабатывания механизма, т. е. величина задержк
команды включения пневмопривода, реализуемой времяимпульсным преобразователем. Сигнал вре.мяимпульсного преобразователя поступает в управляющий блок, который воздействуя на распределитель, переключает нотоки воздуха в цилиндрах для сведения ножевых барабанов. Управление разведением ножевых барабаиов осуществляется аналогично описанному блоком задержки (на чертеже не
показан).
Реостатный датчик давления, расположен ый на магистрали сжатого воздуха, включен в мостовую схему, нагрузкой которой является функциональный преобразователь. В качестве датчика скорости используется тахогенератор привода ножниц, на выходе которого установлен блок преобразования времени поворота.
Предмет изобретения
Путевая система автоматического уиравления .механизмом нроиуска реза летучих ножниц, содерлсащая командоаппарат, установленный иа одном валу с датчиком скорости и двигателем, кинематически связанным через зубчатую передачу с механизмом реза и подключенным ко входу командного блока, соединенного со входом блока задержки, выполненного в виде импульсного преобразователя, соединенного с элементом сравнения, выход блока задержки с пневмоприводом, подключенным к магистрали сжатого воздуха и связанным с механизмом реза, отличающаяся тем, что, с целью повыщения надежности системы, между магистралью сжатого воздуха и элементом сравнения блока задержки установлены последовательно соединенные датчик
давления и функциональный преобразователь, а между датчиком скорости и элементом сравнения блока задержки установлен блок преобразования времени поворота.
7«
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПРАВЛЕНИЯ УЗЛОМ ПОДАЧИ ЗАГОТОВОК МЕЛКОСОРТНОГО СТАНА | 1970 |
|
SU258230A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| Устройство управления летучими ножницами, работающими в режиме непрерывного вращения | 1988 |
|
SU1519855A2 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |
| СПОСОБ ПРОПУСКА ПОСЛЕДНЕГО РЕЗА | 1969 |
|
SU248453A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Устройство для управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1685635A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |