Способ относится к области резки проката на летучих ножницах.
Известен способ пропуска последнего реза при порезке раската на мерные заготовки при помощи летучих ножниц путем уменьшения скорости их ножей после последнего реза и последующего увеличения этой скорости.
Предлагаемый способ позволяет повысить производительность за счет уменьшения паузы между раскатами.
Для этого скорость ножей уменьшают непосредственно после последнего реза, причем изменение скорости осуществляют IB зависимости от измеренной величины превышения последнего участка раската над мерной длиной заготовки и исходя из условия обеспечения при прохождении конца раската через ножницы скорости ножей, необходимой для порезки следующего раската.
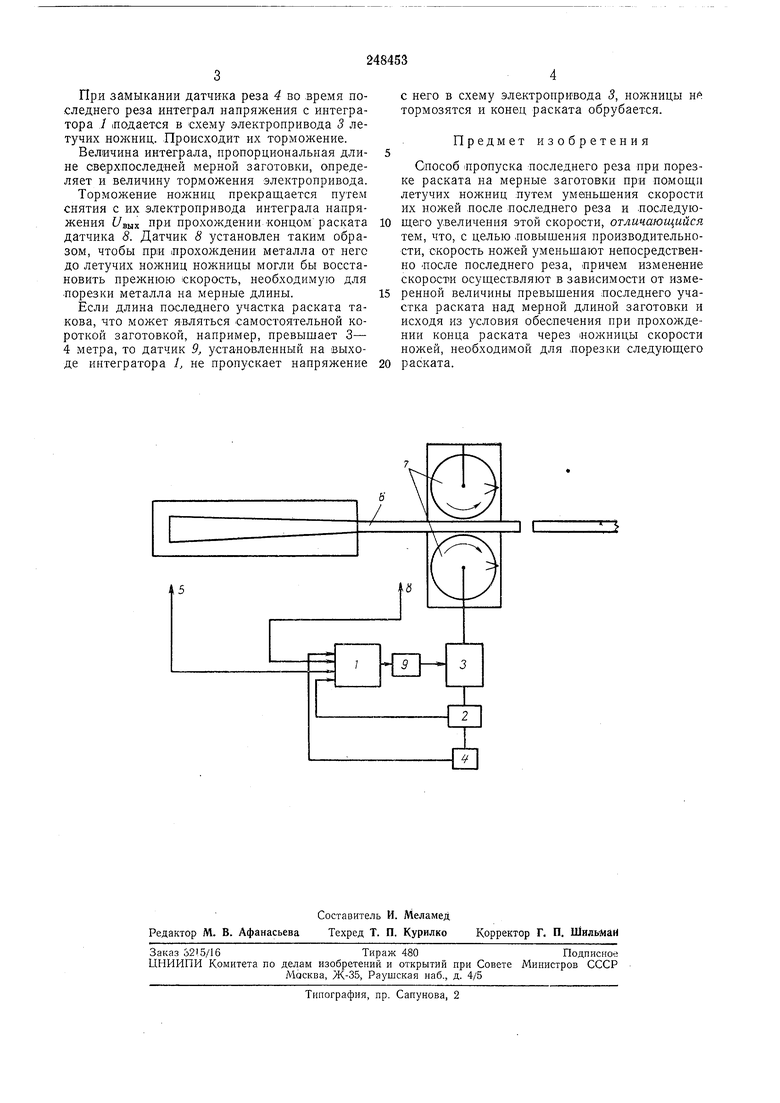
На чертеже представлена схема осуществления предлагаемого способа.
По предлагаемому способу замер длины последнего участка раската, меньшего заданной длины, производится предварительно тогда, когда задний конец раската еще прокатывается в клетях, Например, на расстоянии двух заготовок от ножниц. Сигнал на торможение электропривода летучих ножниц, пропорциональный этой длине, подается сразу же после последнего реза и снимается с таким расчетом.
чтобы ножницы еще при прохождении данной заготовки через летучие ножницы смогли бы восстановить свою скорость.
Замер длины последнего участка раската по предлагаемому способу производится при помощи интегратора /, который интегрирует напряжение датчика скорости 2, установленного на одном валу с электроприводом 3 летучих
ножниц.
Интегрирование производится в :иромелч;уток времени от одного срабатывания датчика реза 4, установленного на одном валу с двигателем летучих ножниц, до другого срабатывания. В момент срабатывания датчика 5 при прохождении конца раската 6 (датчик 5 устанавливается на расстоянии целого числа заготовок) интегрирование прекращается. Интеграл напряжения запоминается. Так как от датчика 5 до летучих ножниц 7 укладывается целое число заготовок, а
вх ,
где УВЫХ -выходное напряжение интегратора /,
Ьвх - напряжение датчика скорости 2,
t - время от реза до срабатывания датчика 5, то выходное напряжение интегратора 1 пропорционально длине последнего участка раската, меньшего заданной длины заготовки, и определяет эту длину.
При замыкании датчика реза 4 во время последнего реза интеграл напряжения с интегратора 1 (Подается в схему электропривода 3 летучих ножниц. Происходит их торможение.
Величина интеграла, пропорциональная длине сверхяоследней мерной заготовки, определяет и величину торможения электропривода.
Торможение ножниц прекращается путем снятия с их электропривода интеграла напряжения t/Bux при прохождении-концом раската датчика 8. Датчик 8 установлен таким образом, чтобы при .прохождении металла от него до летучих ножниц ножницы могли бы восстановить прежнюю скорость, необходимую для порезки металла на мерные длины.
Если длина последнего участка раската такова, что может являться самостоятельной короткой заготовкой, например, превышает 3- 4 метра, то датчик Я установленный на выходе интегратора /, не пропускает напряжение
с него в схему электропривода 5, ножницы HP тормозятся и конец раската обрубается.
Предмет изобретения
Способ Пропуска последнего реза при порезке раската на мерные заготовки при помощи летучих ножниц путем умапьщения скорости их ножей после последнего реза и .последующего увеличения этой скорости, отличающийся тем, что, с целью повышения производительности, скорость ножей уменьщают непосредственно После последнего реза, причем изменение скорости осуществляют в зависимости от измеренной величины превыщения последнего участка раската над мерной длиной заготовки и исходя из условия обеспечения при прохождении конца раската через «ожницы скорости ножей, необходимой для порезки следующего раската.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для безотходного раскроя металла | 1970 |
|
SU382484A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Устройство управления летучими ножницами | 1986 |
|
SU1470473A1 |
| Способ автоматического управления сельсинным синхронно-следящим электроприводом летучих ножниц непрерывно прокатного стана | 1961 |
|
SU147432A1 |
| Способ производства заготовок | 1989 |
|
SU1692692A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712079A2 |
| Способ разделения движущейся полосы | 1991 |
|
SU1773596A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
