а . ss
г 23 25 27 3 Изобретение относится к станкостроению и может быть использовано при создании автоматизированных кру лошлифовальных станков. Известен круглошлифовальный ста,нок, содержащий шлифовальную бабку, устройство для базирования и вращения изделия f систему автоматическог контроля с блоком памяти и блоком сравнения текущего и предыдущего из мерений f . Однако этот станок не обеспечива возможность повышения производитель vHocTH обработки деталей с различным лрипусном,так как не поднастраивается взависимости от фактического припу :ка детали. Известен также круглошлифовальны станок, содержащий шлифовальную баб ку с механизмом правки, имеющим индивидуальный привод и датчик положа НИН, устройство для базирования и вращения изделия с датчиком положения и с блокомактивного контроля, (связанное с приводом поперечной подачи, дополнительный измерительный узел, загрузочное устройство и блок управления, связанный с блоком актив ного контроля, с датчиком положения устройства для базирования и вращеНИН изделия и с датчиком положения механизма правки, а также средствами контроля формы изделия и управления копиром механизма правки 2 . Однако известное устройство также не обеспечивает повышенную производительность обработки изделий, имею дих неравномерный припуск, так как не имеет средств корректировки цикл Обработки в зависимости от разброса припуска, I, Цель изобретения - повышение производительности обработки. Цель достигается тем, что в круглошлифовальном станке, содержащем шл.ифовальную бабку с механизмом правки, имеющим индивидуальный привод и датчик положения, устройство для базирования и вращения изделия с датчиком положения и блоком активного контроля/ связанное с приводом поперечной подачи, дополнительный измерительный узел, загрузочное устройство и блок управления, связанный о блоком активного контроля, с датчиком положения устройства для базирования и вращения изделия и с датчнком положения механизма правки, дополнительный измерительный узел выполнен в виде устройства для базирования и вращения заготовки с блоком контроля, связанным с блоком управления, при этом станок снабжен ьюханиэмом перемещения заготовки из устройства для базирования и вращения заготовки в устройство для .базирования и вращения изделия и блоком памяти, включенным между блоком управления и приводом поперечной по;,ачи. На фиг.1 схематически представлен предлагаемый станок; на фиг.2 - 4 влияние формы припуска на путь подачи в зависимости от формы профиля заготовки; на фиг.5 - 7 - влияние формы измерительного наконечника на показания прибора контроля;на фиг.8- схема обработки изделия при базировании по обрабатываемой поверхности. На станине 1 станка неподвижно установлена шлифовальная бабка 2 со шпинделем 3, несущим абразивный круг 4, стол 5, несущий устройство 6 для базирования и вращения изделия 7 (устройство для базирования и вращения, например бабка и-зделия, показана схематически), загрузочное устройство 8, включающее рычаги 9 и 10 с захватами 11 и 12, блок 13 активного контроля с измерительной лапкой 14, На станине 1 закреплен привод 15 поперечной подачи с ходовым винтом 16, взаимодействующим со столом 5. На станкне 1 закреплено основание 17, в направляющих которого смонти- ; рована каретка 18 механизма 19 правки круга 4. Каретка 18 перемещается посредством ходового винта 20 индивидуального привода 21 подачи механизма правки круга. На столе 5 и каретке 18 смонтированы на кронштейнах 22 и 23 соответственно датчики 24 и 25 положения устройства 6 и механизма 19 правки, выполненные в виде измерительных преобразователей 26 и 27 линейных перемещений, взаимодействующих с линейками 28 и 29, закреп- ленными на станине 1. Измерительные преобразователи 2G и 27 связаньз с блоком 30 управления, один из выходов которого подключен к приводу 15 поперечной подачи, а другой выход к индивидуальному приводу 21 подачи механизма 19 правки круга. Для повышения производительности обработки деталей в станке предусмотрено дополнительное устройство 31для базирования и вращения заготовки, дополнительный блок 32 контроля с измерительной лапкой 33,, взаимодействующей с заготовкой в позиции загрузки. Блок 13 активного контроля связан с блоком управления 30, Блок 32контроля .так же связан с блоком управления 30 и через введенный в него блок 34 памяти - с приводе 15 поперечной подачи. Станок работает cnef шщим образам. Очередная заготовка из транспортной системы, не показанной на чертежах, подается на устройство 31 для базирования и вращения заготовки, где устанавливается на базирующие
элементы, например, типа неподвижных опор, и приводится во вращение, например, при помощи шпинделя с магнитным патроном. Елок 32 контроля подводится в позицию замера (фиг.1). Измерительная, лапка 33, имеющая специальный измерительный наконечник, взаимодейетвует в позиции замера с поверхностью заготовки.
необходимость в специальном измерительном наконечнике поясняется схемами.,
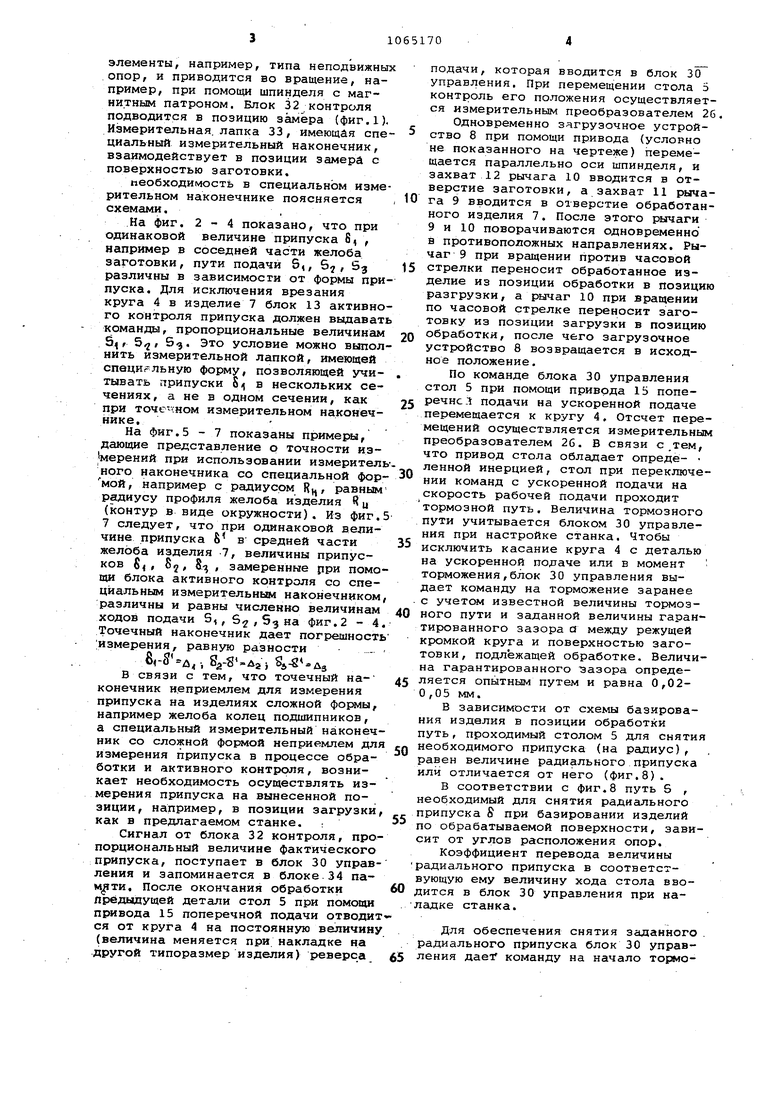
На фиг. 2-4 показано, что при одинаковой величине припуска 6, , например в соседней части желоба заготовки, пути подачи 6,, 67, Sj различны в зависимости от формы припуска. Для исключения врезания круга 4 в изделие 7 блок 13 активного контроля припуска должен выдавать команды, пропорциональные величинам Si/ S. Это условие можно выполнить измерительной лапкой, имеющей специг льную форму, позволяющей учитывать припуски S-( в нескольких сечениях, а не в одном сечении, как при точе-лном измерительном наконечнике.
На фиг.5 - 7 показаны примеры, дающие представление о точности измерений при использовании измерительного наконечника со специальной формой, например с радиусом Рц, равным радиусу профиля желоба изделия ц (контур в виде окружности). Из фиг.5 7 следует, что при одинаковой величине припуска & в средней части желоба изделия -1, величины припусков , 8j, 8/ , замеренные рри помощи блока активного контроля со специальным измерительным наконечником, различны и равны численно величинам ходов подачи S,, S, 5 на фиг.2 - 4. Точечный наконечник дает погрешность измерения, равную разности .
М-Л,-. .
В СВЯЗИ с тем, что точечный наконечник неприемлем для измерения припуска на изделиях сложной формы, например желоба колец подшипников, а специальный измерительный наконечник со сложной фогллой неприемлем для измерения припуска в пЕЮцессе обработки и активного контроля, возникает необходимость осуществлять измерения припуска на вынесенной позиции, например, в позиции загрузки, как в предлагаемом станке. t
Сигнал от блока 32 контроля, пропорциональный величине фактического припуска, поступает в блок 30 управления и запоминается в блоке.34 памяти. После окончания обработки предыдущей детали стол 5 при помощи привода 15 поперечной подачи отводится от круга 4 на постоянную величину (величина меняется при накладке на другой типоразмер изделия) реверса
подачи, которая вводится в блок 30 управления. При перемещении стола 5 контроль его положения осуществляется измерительным преобразователем 2
Одновременно загрузочное устройство 8 при помощи привода (условно не показанного на чертеже) перемещается параллельно оси шпинделя, и захват 12 рычага 10 вводится в отверстие заготовки, а захват 11 рычага 9 вводится в отверстие обработанного изделия 7. После этого 9 и 10 поворачиваются одновременно в противоположных направлениях. Рычаг 9 при вращении против часовой стрелки переносит обработанное изделие из позиции обработки в позици разгрузки, а рычаг 10 при вращении по часовой стрелке переносит заготовку из позиции загрузки в позицию обработки, после чего загрузочное устройство 8 возвращается в исходное положение.
По команде блока 30 управления стол 5 при помощи привода 15 поперечно Л подачи на ускоренной подаче перемещается к кругу 4, Отсчет перемещений осуществляется измерительны преобразователем 2G. В связи , что привод стола обладает опредё- ленной инерцией, стол при переключении команд с ускоренной подачи на скорость рабочей подачи проходит тормозной путь. Величина тормозного пути учитывается блоком 30 управления при настройке станка. Чтобы исключить касание круга 4 с деталью на ускоренной подаче или в момент торможения,блок 30 управления выдает команду на торможение заранее с учетом известной величины тормозного пути и заданной величины гарантированного зазора а между режущей кромкой круга и поверхностью заготовки, подлежащей обработке. Величина гарантированного зазора определяется опытным путем и равна 0,020,05 мм.
В зависимости от схемы базирования изделия в позиции обработки путь, проходимый столом 5 для сняти необходимого припуска (на радиус), равен величине радиального припуска или отличается от него (фиг.8).
В соответствии с фиг.8 путь S , необходимый для снятия радиаьльного припуска S при базировании изделий по обрабатываемой поверхности, зависит от углов расположения опор.
Коэффициент перевода величины радиального припуска в соответствующую ему величину хода стола вводится в блок 30 управления при наладке станка.
Для обеспечения снятия заданного радиального припуска блок 30 управления даеГ команду на начало тормо
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок | 1980 |
|
SU952551A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ | 2011 |
|
RU2463149C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПЕЦИАЛЬНЫЙ СТАНОК С ЧПУ | 2012 |
|
RU2492990C1 |
КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК, содержащий шлифовальную бабку с механизмом правки, имеющим индивидуальный привод и датчик положения, устройство для базирования и вращения изделия с датчиком положения и с блоком активного контроля, связанное с приводом поперечной подачи, дополнительный измерительный узел, загрузочное устройство и блок управления, связанный с блоком активного контроля, с датчиком положения устройства для базирования и вращения изделия и с датчиком положения механизма правки, отличающий,с я тем, что, с целью повышения производительности обработки, дополнительный измерительный узел выполнен в виде устройства для базирования и вращения заготовки с блоком контроля, связанным с блоком управления, при этом станок снабжен механизмом перемещения заготовки из устройства для базирования и вращения g заготовки в устройство для базирова(Л ния и вращения изделия и блоком памяти, включенным между блоком управления и приводом поперечной подачи,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ с АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКОЙ | 0 |
|
SU343835A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU158819A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
