1
Изобретение относится к техническим измерениям и может быть использовано в машиностроении для контроля линейных размеров сложных профилей.
По основному авт. св. № 328333 известно автоматическое измерительное устройство для контроля профилей изделий, содержащее стол с программным приводом, датчик перемещений стола, каретку с измерительной модульной головкой, наконечник которой контактирует с изделием, следящий привод каретки, управляемый сигналом головки, датчик перемещений каретки и узел регистрации показаний датчиков и измерительной головки 1.
Недостатком этого устройства является малая производительность при контроле сложных профилей с неравномерной крутизной, особенно имеющих участки с крутизной, близкой к -.
С целью повыщения производительности контроля предлагаемое устройство снабжено блоком управления, обеспечивающим регулирование скорости стола в зависимости от сигнала измерительной головки, вход которого подключен к выходу измерительной головки, а выход - к управляющему входу привода стола.
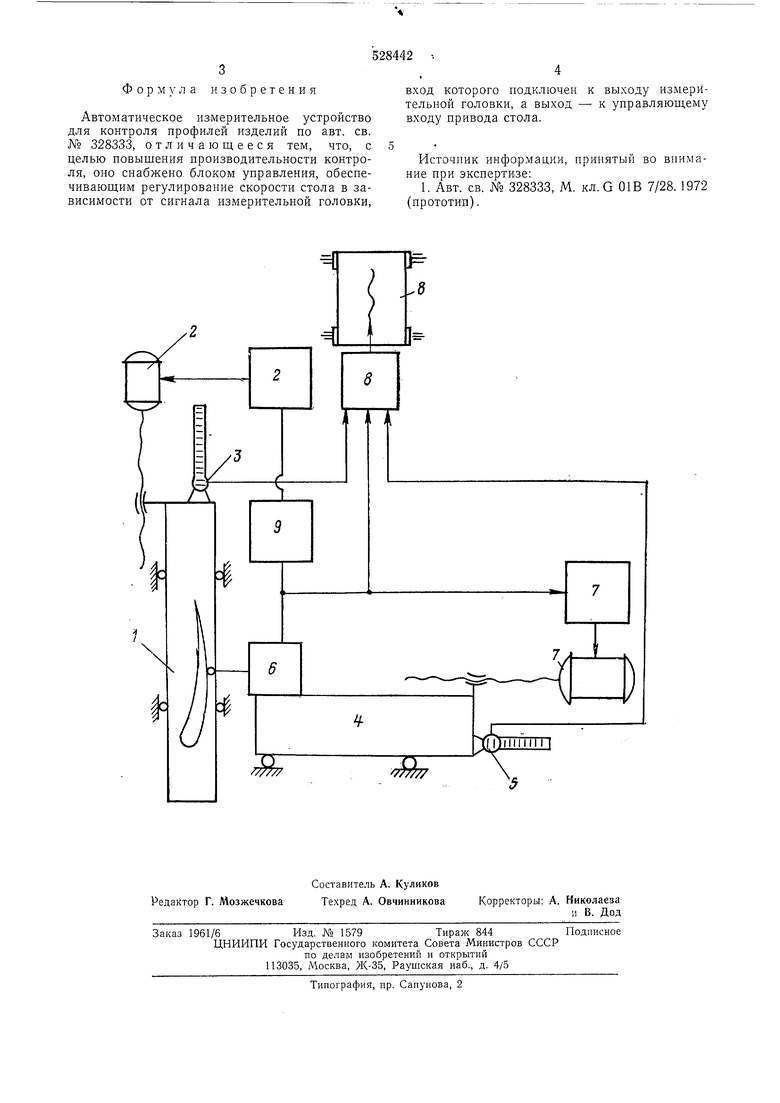
На чертеже представлена блок-схема предлагаемого устройства.
Стол 1, несущий проверяемое изделие, перемещается приводом 2. Величина перемещений стола отсчитыватся датчико.м 3, а величина перемещений каретки 4 - датчиком 5. Каретка несет измерительную модульную головку 6, наконечник которой контактирует с изделием, и пере.мещается следящим приводом 7, управляемым сигналом головки.
Величины перемещений стола, каретки и измерительной головки регистрируются в узле 8. Кроме того, сигнал из.мерительной головки 6 поступает в блок управления 9, где преобразуется по заранее заданному закону, и подается на привод 2 стола.
Устройство работает с.тедующим образом.
На участках профиля с нулевой крутизной скорость подачи стола максимальная, а сигнал измерительной головки равен нулю. При увеличении крутизны контролируемого профнля на измерительной головке появляется сигнал, подаваемый на следящий привод 7, с помощью которого каретка 4 отслеживает изменение профиля. Кроме того, сигнал с измерительной головки подается на блок управления
9, управляющий приводом 2 и обеспечивающий уменьщение скорости стола при увеличении крутизны контролируемого профиля, что позволяет осуществлять контроль участков сложных профилей с максимально возможной
при заданной точности скоростью.
Формула изобретения
Автоматическое измерительное устройство для контроля профилей изделий по авт. св. № 328333, отличающееся тем, что, с целью повышения производительности контроля, оно снабжено блоком управления, обеспечивающим регулирование скорости стола в зависимости от сигнала измерительной головки.
вход которого подключен к выходу из.мерительной головки, а выход - к управляющему входу привода стола.
Источник информации, принятый во внимание при экспертизе:
1. Авт. св. № 328333, М. кл.О 01В 7/28. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЙ | 1972 |
|
SU328330A1 |
| Способ контурного измерения изделий на координатных измерительных машинах и измерительный наконечник для реализации способа | 1978 |
|
SU1075071A1 |
| Контрольно-измерительное устройство | 1987 |
|
SU1718735A3 |
| СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2263879C2 |
| Прибор для контроля ходовых винтов станков | 1981 |
|
SU986613A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ ПАРАМЕТРОВ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ И РАДИУСОВ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2188388C2 |
| Способ измерения сложных деталей | 1977 |
|
SU842383A1 |
| Устройство для контроля профиля зубьев зубчатых колес | 1980 |
|
SU1079184A3 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
