При обработке строжкой гребных винтов супорты с резцами перемещаются по винтовой линии и это изменяет утоп резания, что отражается на качестве обработки. В целях устранения этого недостатка и обеспечения постоянного угла резания при подобного рода обработках предлагается супорт с применением поворотной резцедержавки, шарнирно скрепленной с вилками двух винтов, получающих неодинаковое поступательное перемещение под действием гаек, имеющих равные скорости вращения, на разные шаги нарезки.
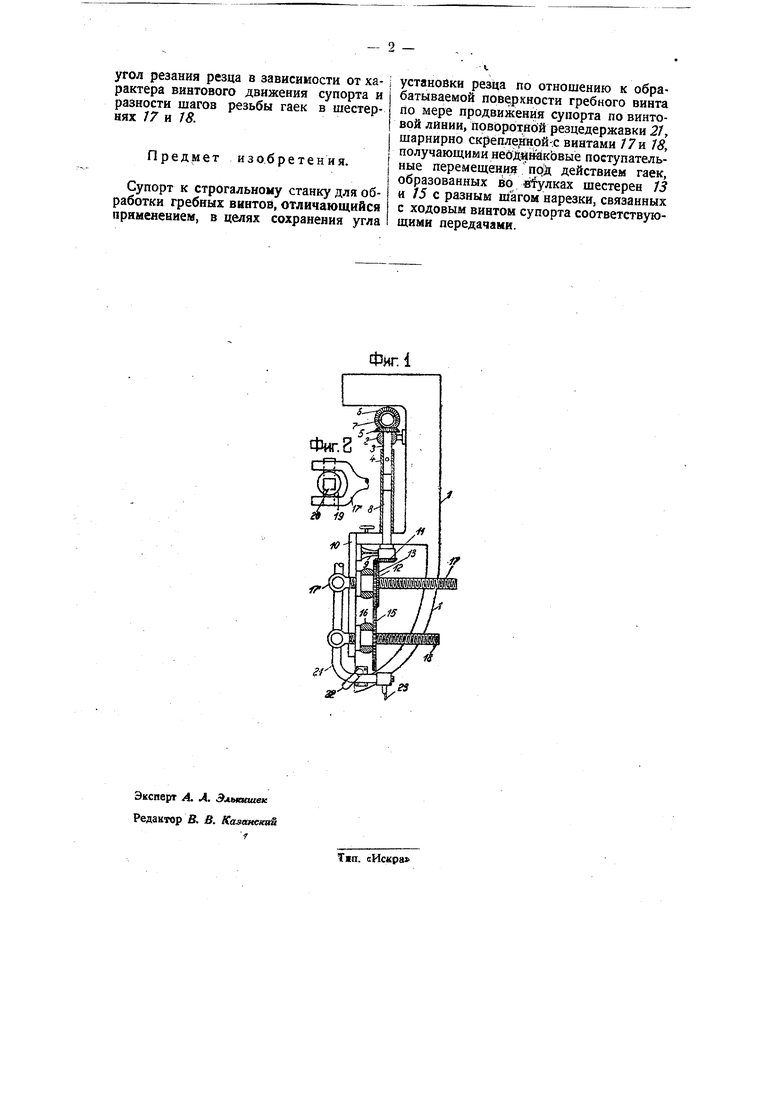
На чертеже фиг. 1 изображает вид предлагаемого супорта сбоку; фиг- 2- вид части его.
К корпусу / предлагаемого супорта (фиг. 1) прикреплен кронштейн 2 с подЩипником, в котором помещен валик 3, получающий свое вращение от вала 7 станка посредством конической пары 5,6.
Валик соединен шпилькой с трубкой 4, образующей вместе с валиком 8 1 елескопическую передачу, т.-е. валик 8, получая от трубки 4 свое вращение, не61S
зависим от нее при его осевом переыещении. Валик 8 помещен в подшипнике 9 салазок 70, несущих подшипники 16, и передает свое вращение сцепленным шестерням 75 и 15 посредством ко,нической пары 77, 12, Втулки шестерен 13 и 75 помещены в подшипниках 16 и снабжены внутри нарезками с разным шагом для винтов 77 и J8. Последние на своих концах несут вилки 77, снабженные шарнирными поперечинами 19 (фиг. 2) с квадратным сквозным отверстием 20 для резцедержавки 21 с резцом 23 (фиг. 1).
При обточке гребного винта супорт получает кроме рабочего движения строжки перемещение по винтовой линии, в зависимости от которого получает вращение вал 7, сообщающий вращение шестерням 75 и 75. Последние, имея равные скорости на разные шаги нарезок их гаек, сообщают винтам 77 и J8 неравные осевые Перемещения. За счет этой разницы резцедержавка получает за каждый проход, супорта некоторый поворот вокруг оси поддерживающего ее кронштейна 22, и тем самым корректирует
угол резания резца в зависимости от ха- i рактера винтового движения супорта и разности шагов резьбы гаек в шестернях 17 к 18.
Предмет изобретения.
Супорт к строгальному станку для обработки гребиых ВИИТ08, отличающийся применением, в целях сохранения угла
установки резца по отношению к обрабатываемой поверхности гребного винта по мере продвижения супорта по винтовой линии, поворотной резцедержавки 21, шарнирно скрепле нрй с винтами /7и 18, получающими недД«11ьйкЬвыё поступательные перемещения прМ действием гаек, образованных бо в1улках шестерен 13 и /5 с разным Шагом нарезки, связанных с ходовым винтом супорта соответствующими передачами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Станок для обработки гребных винтов | 1940 |
|
SU70077A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1946 |
|
SU69470A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| Приспособление к токарному станку для обточки конических поверхностей | 1937 |
|
SU54874A1 |
| Станок для обработки стальных лент для пластинчатых щупов | 1931 |
|
SU34256A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
-f
3S
Фйп1

