Известна экетругпюниая головк; для и-тготовлеиия миогосло1 ных цилнидрически.ч издеЛИ1 | из иолимериы.ч матс)11алов, иаиример дву.слой|Н)1х армированных труб из термоиластов, содержа1и,ая корнус, в котором выполнены сообии1юн1иеся с коллекторными иодводящими каналами разводящие каналы, на входе в когорые установлены регулирующие уст)0иства, а на выходе -- дросселирующие, и устаиовлеш образуюии1е между co6oii формуюиин кольн,ево1| зазор муиднггук и дори с назами на участке его наружно новерхиости, расноложеииом между подводящими каналами корпуса.
В нредлагаемой экструзионно головке дросселируюигие устройства выполнены в виде KOHueirrpiPHio уста| овлеиных на входе в подводящие кольцевые каиалы регулировочного кольца, нмеюи1,его возможность радиального иеромеигения, и кольцевой перфорироваиной рещетки, величииа отверстуи которой увеличивается ио ее периметру в нанравлепии движения материала. Это улучщает качество изготавливаемых издели.
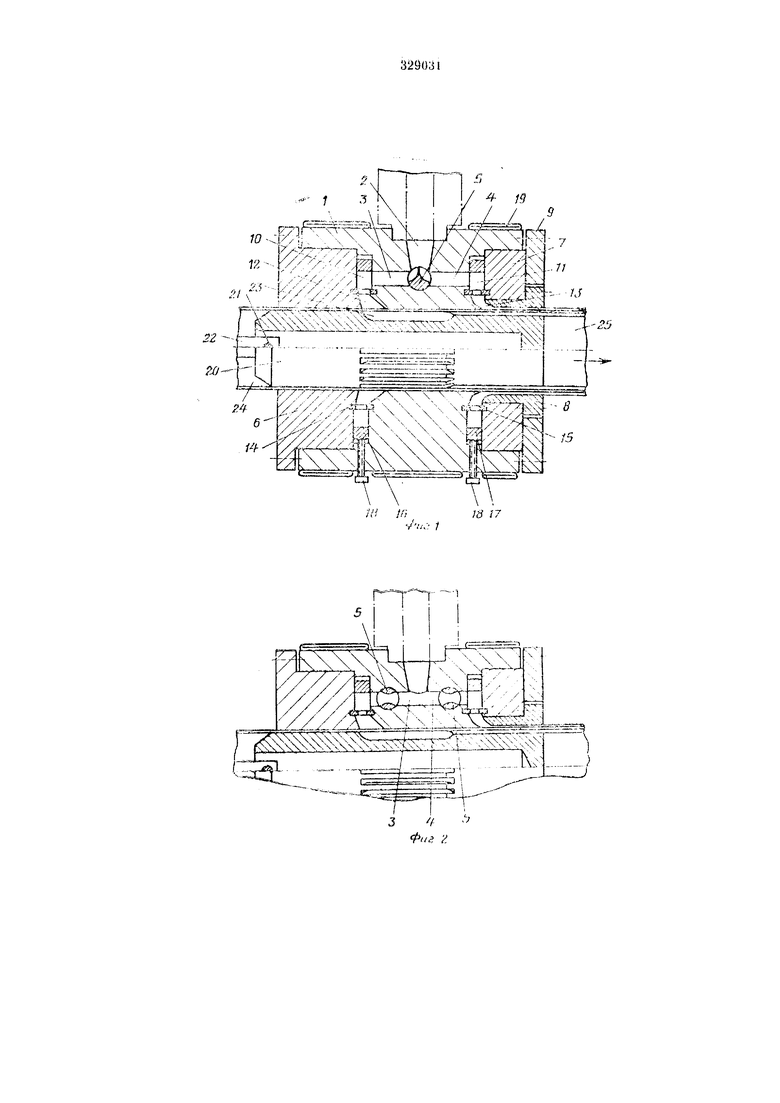
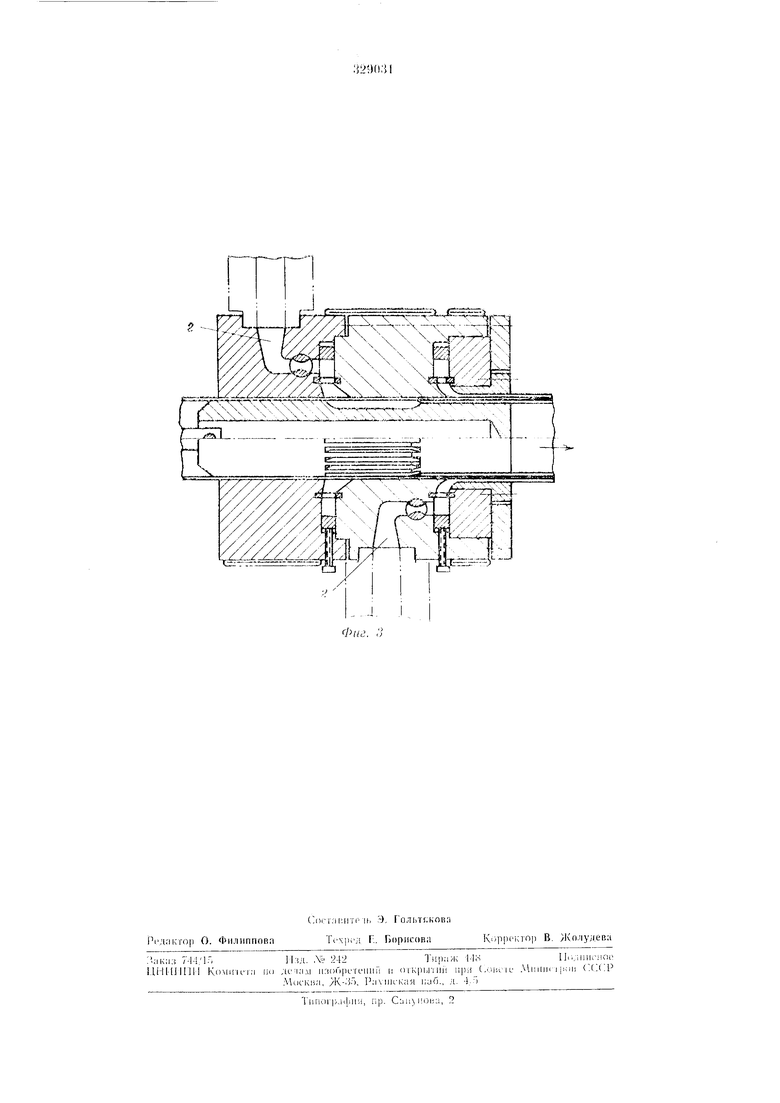
На фиг. 1 иоказаиа головка, общи вид; на фиг. 2 - вариаит выполнения с регулирующими устройствами в каждом разводящем канале; на фиг. 3 - вариаит вынолнепия с двумя виускными каиалами.
-}
Экструзиоиная головка содержит кориус /, в KoTOjicni выио.чиены виускиоГ ка1Ь1л 2 и ра водяни1е каиалы , и /. На входе в разводяии е каиалы установлено регулируюи1ее устpoiicTBO 5. К корпусу / с входной стороны (но паправлещио движення нктанга) кренится болтами ианравляюигая вс1авка б, а с выходио сто1)0ны - вставка 7 с закренленщлл на Heii MXндн1ту1 о.1 &. удерж1И1аемым фланцем 9,
Г11)ивернутым бо.1та.ми к корпусу.
Вставкп 6 и 7 об)азуюг с корпусом / кольцевые коллекторы 10 и 11 и иодводящпе кольцевые каналы /. и /,1 Коллекторы 10 и 11 отделепы ог каналов 12 и 13 кольцевыми перфорированным решетками // и 15, установ.теииымп и закреп.теинымн (кренление не иоказаио) в корпусе / и вставках 6 и 7. Решетки 14 и 15 имеют отверстия, 11азмеры коюрых увеличиваются но мере удалення от меставхо-Ui полнмера в кольцевые коллекторы 10 и //. Эгп.м достигается нредварительное выравнивание давления и скорости течения потоков ноламера но иеримет1)у. В кольцевых коллекторах расположены регулировочные кольца 16
и 17 для окоичательного выравнивания иотоков ио иериметру. Регулировочные кольца в радиальиом наиравлеиии иеремещаются устаповочпыми болга.мн 18. Головка пмеет нагревательные элементы 19. Дорн 20, закренленодним из известных способов, имеет пазы 23 н центрпрующие ребра 24 на участке его паpy/KHoii поверхности между подводя пи-пм и кольпеьылл капала.)и корпуса.
Но liTOpoMy варианту лыаолнсппя ()ирмук)ьчеп 1-олоБКП (CJM. фиг. 2) |)сгули)у1011и1е yci|)OiiciBa 5 ста11О1 ;кч1Ы Б ка/кдом ра:йИ)дипи;м hanajie 3 п 4. Это оиеспочпр.ает иол|.п.|у1и licj.i.можность iiapbJipoiiajiiiH потоками п)п ведепип те.хнологнческого процесса ()ормоиап11я нзделпя.
Но третьему варпапту (см. . 3) голоика Бынолнепа с двумя ипускпымп каналами 2. Э1о раснп ряет область ее npuMejiennH, например, позволяет пзготавл1П атъ пзделпя с разпородпы.мп нолн.мерпылш нокрьпиямп lUiyTpeiiiieH п napy/Knoii поверхности армпру1он;его рукава.
формоваппе изделни inj первому копструктнвному варпапту (см. фиг. 1) нропс.чодпт следующим образом.
Расплав полнмера под даиленнем поступает в центральный впускной канал -, нз которого попадает в разводипи1е каналы J п /, предварительно нропдя через каналы ре|-улпру1ощего устройства 5. Далее каждьн ноток лолнмера проход1гг кольцевые коллекторы JO н //, откуда через отверстия в решетках 14 н 15 -- в подводящие кольцевые кана,;1ы 12 н УЛ. Рспкгг1си 1-1 и 15 11редварпте.;|1)Но BijijiaiinnBaiOT давлеппе 1 скорость течеппя полимера по пе)пметру, а окончательно - ре1-улнров()и1ые кольца 16 н 17. Масса полимера J3 канала 12 нагнетается через тка1Нз армнрующего рукава 24 в назы 23 дорна. Из пазов полимер выходит к внутренней noiiepxHOCTii a)Miipyiomeio 1)укава п ностунает сов.меетно с apMHjtyKMmiM рукаво.м в ко.чьцевую i)opMyioHiyio щел loловкн. Благодаря (|)0p.ie па юн по,:1пме) in; Icряет уплотнения при выходе 1гз пазов в формующий зазор головки, а поток полимера из подводящего кольцевого капала 13 наносится пл наружную гюверх ост| армируюп1его рукава. Д.тя В1)1хода ио.тнмсра по BHyT eiiiieii ;i iia iy/i-;H(iii гОвср.хиости |)укала с )авной скпjjocTiiio yci ;iHaBJJiiHai()i roijiBeiCTByioHi.ee соотiioiiieiiui HuJiepciiH.ix сечеиип проходных отjjCjKiTiii рг-1л,1П|).м yeT)oiiCTiU).M, исходи 0 пз факто)ов, начваииых выше. В формующем :ia;()i)e головки под дейс В1-1ем давленпя и темne|uiTyi)bi пропсходпт спайка встречн1з1х потоков поли.мера iio отверстиям в армпруюгцем рук авс j; e/uiiioe MOIKJ.IHгпое 1Г делие 25.
5..
и |) I- д м е т 11 :i о о р е т си и я
Экст|)уз 1онная 10Л(;в1-;а для изготовления
.МПОГОСЛО Н1ЫХ ППЛЩД.рПЧеСКИХ ИЗДеЛИ ir-j 110лн.мериы.х мате1)палов, например двухсло 0 ных армированных труб из гермопластов, содержащая корпус, в icoTOjjo.M |1ыпол11е|1ы (ооГ)ца1о1Ц1ич-я с кольцевыми подводящпми каii;iji;iMii |)а:;;)()дя11и1е Каналы, n;i чходе в которь1с уста1 ОиЛ(чы рсгхлирукпцпе ycTpoiicTBa, а
5 П.1 выходе - Д|(сселпру О1Ц 1е, и устапов.КПЫ образующие .между собоГ| (юрмуюиии кольцево зазор муиднплк п дорн с пазами па участке его наружной поверхности, расположенном между кольнсвыми подводящими ка0 на.чами корпуса, отличиют аися тем, что, с HC.ibKJ улучшения качества нз отавливаемых 1Г(Дел1п |, Д|и1ссел11||у:1ицне усгройства вынолiieiii, в ипде концептричпо усгаиовлеипых иа ьходс в 11одв()дини1е кол1Л1.евыо каналы регу5 лироиочиого кольца, и.меющего возможность радиального перемещения, н кольцевор нер(jiOjMipoBaiiiioii |)еи1еткп. вел11Ч 1иа от1 ерстий lUJTopoii уве;1ичива(.тся по ее периметру в иаправлеппп двпжеИ11И .мате л1ала.
.-- гЛ
К-Т//--/-;---.: ,--////;
, .
, .i-t-i;
,,
г ..-.-.-.-...v.,.-.......
/У
/ /////.
/, /I X ..
////{ . , ; ..v4X, a ////-, -4 ч f- Ci x/TK::. 4 - в
E:rrrnr::r :::i :i: a
- /5
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионный агрегат | 1986 |
|
SU1348202A1 |
| ФОРМУЮЩАЯ ГОЛОВКА К ЭКСТРУДЕРУ | 1969 |
|
SU233881A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Формующее устройство для получения сетчатых изделий из полимерных материалов | 1986 |
|
SU1348203A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Фильтр к экструдеру | 1986 |
|
SU1407828A2 |
| Теплообменный аппарат для высоковязких жидкостей | 1975 |
|
SU595620A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
ч vZ,
/ / / /-Ч-т -- TF-
