Изобретение относится к области переработки полимерных материалов экструзией, в частности к производству многослойных полимерных пленок соэкструзией с раздувом пленочного рукава.
Цель изобретения - повышение равномерности формования внутреннего
1слоя путем обеспечения точности регулирования перемещений дорна.
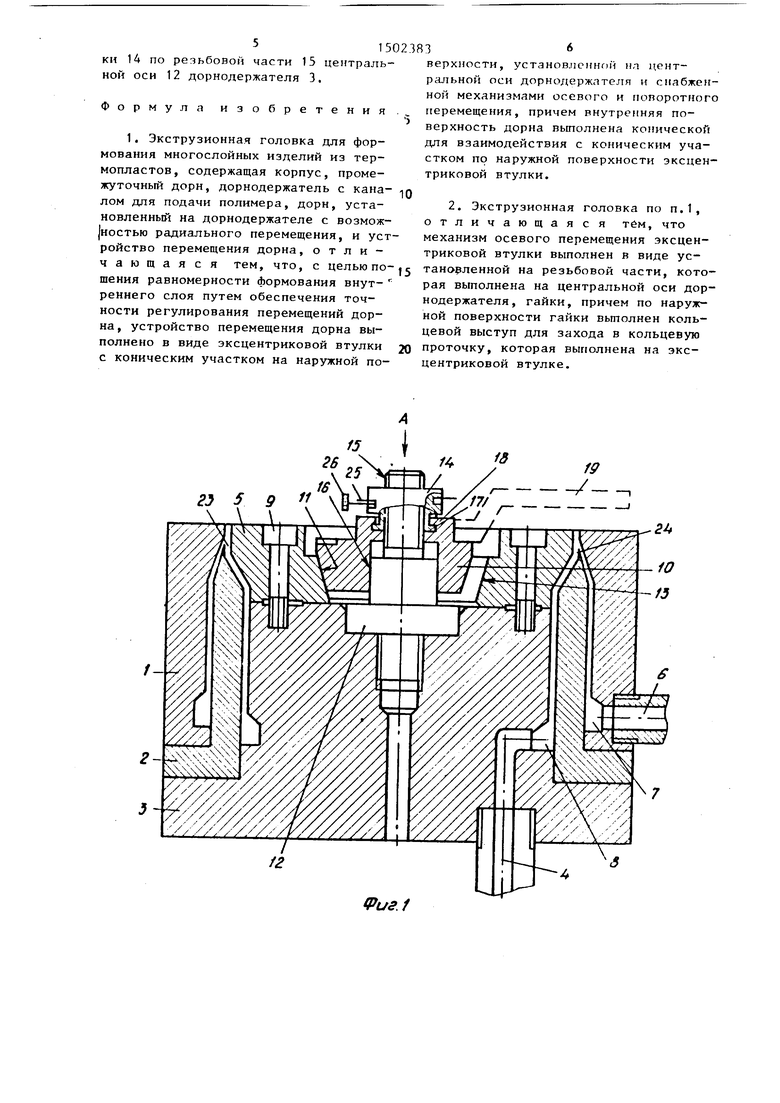
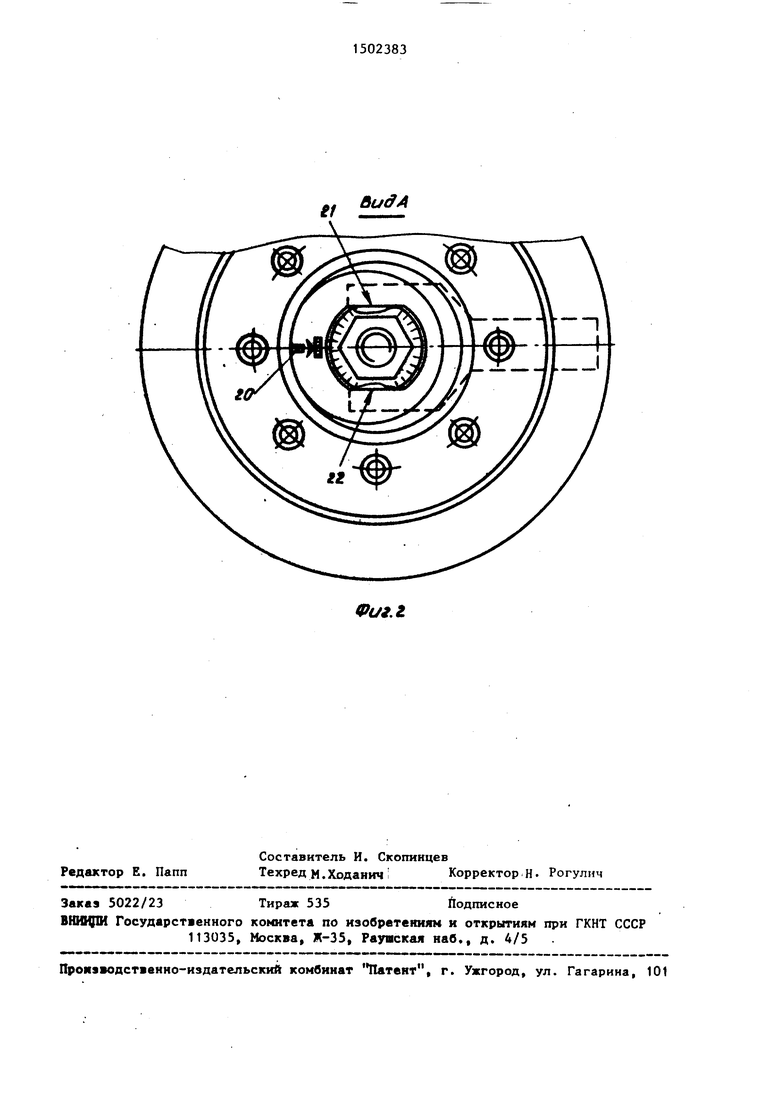
На фиг. 1 изображена головка, разрез; на фиг. 2 - вид А на фиг. 1.
Экструзионная головка для формования многослойных изделий из термопластов содержит корпус 1, в котором размещен промежуточный дорн 2, дор- нодержатель 3 с каналом 4 для подачи
31502
полимера, дорн 5, установленный на дорнодержателе 3 с возможностью радиального перемещения. В корпусе 1 выполнен канал 6 для подачи расплава в полость 7 (формование наружного слоя). Канал 4 сообщен с полостью 8 (формование внутреннего слоя). Дорн 5 крепится к дорнодержателю 3 винтами 9. Размеры отверстий в дорне 5 под винты 9 позволяют ему перемещаться в радиальном направлении. Устройство перемещения дорна 5 выполнено в виде эксцентриковой втулки 10 с коническим участком на наружной поверхности
11,установленной на центральной оси 12 дорнодержателя 3 и снабженной механизмами осевого и поворотного перемещения. Внутренняя поверхность 13 дорна 5 вьтолнена конической для вза- имодействия с коническим участком на наружной поверхности 11 эксцентриковой втулки 10. Механизм осевого перемещения эксцентриковой втулки 10 выполнен в виде гайки 14, установленной на резьбовой части 15 центральной оси
12.На центральной оси 12 выполнена цилиндрическая поверхность 16. По наружной поверхности гайки 14 выполнен кольцевой выступ 17 для захода в кольцевую проточку 18, которая выполнена на эксцентриковой втулке 10. Поворотное перемещение эксцентриковой втулки 10 осуществляется посредством механизма поворота в виде ключа 19.
На видимой стороне эксцентриковой втулки 10 находится метка 20 (фиг.2) указывающая положение (направление) эксцентриситета, т.е. конического участка на наружной поверхности 11.
На боковой поверхности эксцентриковой втулки 10 расположены скосы 21 и 22 под ключ 19 для установки и удерживания эксцентриковой втулки 10 в рабочем положении. Между корпусом 1 и дорном 5 имеются зазоры 23 и 24.
На гайке 14 установлен поворотный диск 25 с круговой шкалой, тарированной в 0,01 мм перемещения дорна. Поворотный диск 25 имеет стопор 26 для фиксации нулевого положения шка- Лы.
Экструзионная головка для формования многослойных изделий из термопластов работает следующим образом.
Расплав полимера, формующего внут рехний слой, из канала 4 поступает в полость 8, обтекает дорнодержатель 3, дорн 5 и соединяется с потоком из
5
20 25
30
Q
35
45
55
полости 7, обтекающим промежуточный 1дорн 2. Центровка положения дорна 5 относительно промежуточного дорна 2 производится устройством радиального перемещения дорна 5. Сначала проверяется концентричность формующего канала и определяется положение наибольшей величины зазора 23 формующей щели. Эксцентриковая втулка 10 в исходном положении не касается внутренней конической поверхности 13 дорна 5.После определения положения наибольшей величины зазора 23 эксцентриковая втулка 10 посредством ключа 19 поворачивается в рабочее положение так, чтобы метка 20 совмещается с радиусом расположения зазора 23 и удерживается в этом положении от поворота. Перемещением гайки 14 по резьбовой части 15 центральной оси 12 эксцентриковой втулке 10 сообщается осевое перемещение по цилиндрической поверхности 16 за счет зацепления кольцевого выступа 1 7 с кольцевой проточкой 18. При этом конический участок наружной поверхности 11 эксцентриковой втулки 10 опускается вниз, соприкасается с внутренней конической поверхностью
13дорна 5. В момент контакта конического участка на наружной поверхности 11 и внутренней конической поверхности 13 следует произвести остановку гайки 14, установить нуль круговой шкалы поворотного диска 25 против метки 20 эксцентриковой втулки
10 и зафиксировать диск 25 на гайке
14стопором 26.
Последующим поворотом гайки 14 по резьбовой части 15 конический участок наружной поверхности 11 эксцентриковой втулки 10 скользит по конической поверхности 13 дорна 5, вызывая радиальное перемещение дорна 15 в сторону уменьшения зазора 23 и увеличения зазора 24.
Величина перемещения оценивается визуально по показаниям круговой шкалы на поворотном диске 25 против метки 20.
После этого проводится проверка .концентричности внутреннего формующего канала на соответствие заданным значениям равномерности толщины полимерного слоя.
При несоответствии полученных значений равномерности толщины заданным величинам производится последующее , передвижение дорна 5 перемещением гайкн 14 по резьбовой части 15 централь- нон оси 12 дорнодержателя 3.
Формула изобретения.
верхиости, установленной нл центральной оси дорнодержлтеля и снабженной механизмами осевого и попоротного перемещения, причем внутренняя по- верхность дорна вьшолнена конической для взаимодействия с коническим участком по наружной поверхности эксцентриковой втулки.
1. Экструзионна.я головка для формования многослойных изделий из термопластов, содержащая корпус, промежуточный дорн, дорнодержатель с кана- .|Q лом для подачи полимера, дорн, установленный на дорнодержателе с возмож- )ностью радиального перемещения, и уст- механизм осевого перемещения эксцен- ройство перемещения дорна, о т л и - триковой втулки выполнен в виде ус- чающаяся тем, что, с целью по-j таноэленной на резьбовой части, кото- шения равномерности формования внут- рая выполнена на центральной оси дор2. Экструзионная головка по п,1, отличающаяся тем, что
верхиости, установленной нл центральной оси дорнодержлтеля и снабженной механизмами осевого и попоротного перемещения, причем внутренняя по- верхность дорна вьшолнена конической для взаимодействия с коническим участком по наружной поверхности эксцентриковой втулки.
механизм осевого перемещения эксцен- триковой втулки выполнен в виде ус- таноэленной на резьбовой части, кото- рая выполнена на центральной оси дормеханизм осевого перемещения эксцен- триковой втулки выполнен в виде ус- таноэленной на резьбовой части, кото рая выполнена на центральной оси дор
2. Экструзионная головка по п,1, отличающаяся тем, что
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Экструзионная головка | 1985 |
|
SU1319085A1 |
| Экструзионная головка для наложения изоляционных оболочек на токопроводящие многопроволочные скрученные жилы | 1989 |
|
SU1628095A1 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
Изобретение относится к переработке пластмасс экструзией и может быть использовано для производства многослойных полимерных пленок соэкструзией с раздувом пленочного рукава. Цель изобретения - повышение равномерности формования внутреннего слоя за счет обеспечения точности регулирования перемещений дорна. Для этого экструзионная головка содержит корпус, промежуточный дорн и дорнодержатель с установленным на нем дорном и центральной осью. Устройство перемещения дорна выполнено в виде экстцентриковой втулки с коническим участком по наружной поверхности. Внутренняя поверхность дорна выполнена конической для взаимодействия с коническим участком эксцентриковой втулки. Механизм осевого перемещения эксцентриковой втулки выполнен в виде гайки, установленной на резьбовой части центральной оси дорнодержателя. По наружной поверхности гайки выполнен кольцевой выступ для захода в кольцевую проточку на эксцентриковой втулке. При работе экструзионной головки эксцентриковой втулке сообщают осевое перемещение посредством гайки. При этом конический участок наружной поверхности эксцентриковой втулки опускается вниз, взаимодействуя с внутренней конической поверхностью дорна, что вызывает радиальное перемещение дорна, уменьшая или увеличивая формующий зазор. 1 з.п.ф-лы, 2 ил.
раннего слоя путем обеспечения точности регулирования перемещений дорна, устройство перемещения дорна выполнено в виде эксцентриковой втулки 20 проточку, которая выполнена на экс- с коническим участком на наружной по- центриковой втулке.
л
нодержателя, гайки, причем по наружной поверхности гайки вьтолнен кольцевой выступ для захода в кольцевую
f9
г
ipus.f
йидА
tPui.Z
| Экструзионная головка для нанесения полимерного покрытия на длинномерный материал | 1983 |
|
SU1080993A1 |
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
