Предлагаемый пресс для выделки теплобетонных камней с закрытыми с обоих концов внутренними каналами относится к типу прессов, у которых формы составляют бесконечную цепь и применяется Ьоворотный стол со штампом, прессующим при проходе его роликов через возвышение направляющих. Прессование камней в предлагаемом прессе производится в два приема- общее врессованйе и дополнительное уплотнение при образовании внутренних каналов камней. Для указанных целей прессующий штамп состоит из двух отдельных, движущихся плит; из них верхняя имеет отверстия для пропуска штырей нижней плиты, а также углубления и выступы, образующие на камне соответственно выступы и углубления, служащие для замыкания -внутренних каналов, которые выдавливаются указанными штырями в отпрессованном .камне. Заделка отверстия каналов в камне производится при помощи вспомогательного штампа, движущегося вместе со штампом- приспособления для выталкивания камня из формы, и неподвижной плиты, в которую упираются выступы отформованного камня, сдвигающиеся при движении формы в углубления основания внутренних каналов.
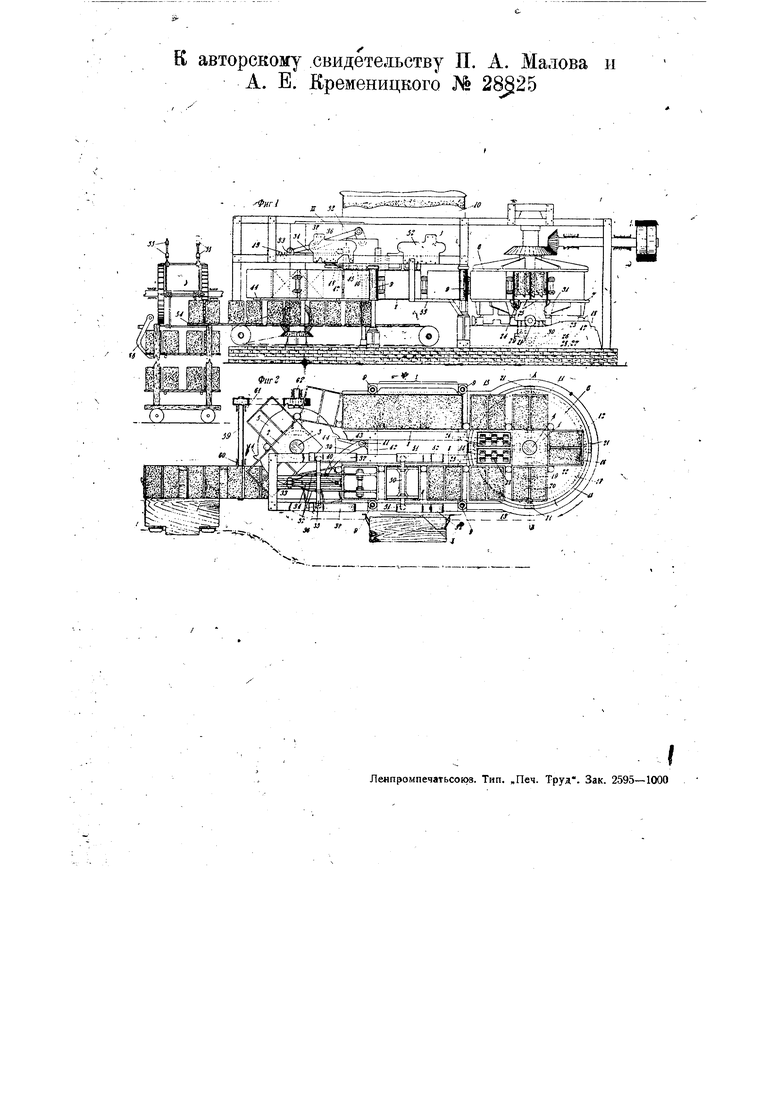
На чертеже фиг. 1 изображает вид предлагаемого пресса спереди и фиг. 2- то же, сверху.
Главным механизмом fipecca является лента, состоящая из форм, соединенных между собою шарнирами. Лента вращается вокруг двух квадратных барабанов 7 и 2, наглухо насаженных на валы 5 и и расположенных так, что грани одного вала сдвинуты по отношению к граням другого вала на угол в45. На валу 3 насажен наглухо зубчатый диск 5, .который поддерживает ленту во время вращения ее вокруг вала 3. На валу 4 насажено также наглухо два диска, верхний б и нижний 7, расстояние между которыми равно высоте форм. При движении вокруг валов лента поддерживается дискам 5 и 7, а при движении по прямолинейным участкам 1 и И она опирается на направляющие 8, которые в то же время сохраняют прямолинейность участков между роликами 9.
Весь процесс происходит следующим образом. На первом прямолинейном участке / во время прохождения через него форм происходит наполнение этих форм массой из бункера 10 При дальнейшем следовании формы попадают между дисками 5 и 7, где во время дв 1жения ленты по окружности происходит прессование (на длине пути от А до В). Далее формы попадают вновь на прямолинейный участок И, на котором производится выталкивание камней из форм специальным штампом на движущуюся под ними ленту. На .эту ленту кладутся доски (одна для каждых четырех,камней), которые, двигаясь с камнями одна за другой, принимаются и укладываются вертикальными рядами цепью роликовых кронштейнов. Затем подходит келлеровская вагонетка и снимает с кронштейнов сразу пять рядов, т.-е. двадцать камней, после чего следует с камнями в камеру. Каждая б ездонная форма рассчитана на два в месте наполнения форм из буикера 10 под них подйладываетсй лист котельного железа. Расположенный над формами бункер 10 имеет длину, равную длине прямолинейного участка I, и ширину, равную ширине форм.
Прессование производится во время движения ленты, в тот момент, когда та или иная форма проходит по полуокружности от А до В, враш1аясь вокруг вала 4. Нижний диск 7 имеет четыре отверстия, над каждым из которых помещается штамп; всего штампов четыре-//, /2, 13, 14. Штампы прикреплены к нижнему диску и расположены по окружности с таким расчетом, чтобы центр каждого штампа совпадал с центром каждой формы,., когда последняя вращается по окружности. При вращении по полуокружности от А до В верхняя плита каждого штампа соответствует отверстию нижнего диска и формам. Каждый штамп при вращении по указанной полуокружности своим и роликами катится по наклонным направляющим /5, 16, 77,/#и, поднимаясь вверх на определеннуювысоту и входя в форму, прессует таким образом массу. Когда общее прессование закончится, щтамп по профилю круговых направляющих начинает опускаться и к моменту подхода своей осью к оси АВ со стороны конца 5 полностью выходит из формы, а форма с заключающимся в. ней спрессованным камнем поступает на прямолинейный участок II для выталкивания. Каждый штамп состоит из двух самостоятельных частей: верхней и нижней плит. Верхняя
плита имеет цапфы, в которые заключены два валика 19 20 а роликами 21 и 22 на концах и снабжена соответственно форме сечения намеченных пустот отверстиями 25, расположенными в шахматном порядке в количестве шестнадцати. .Против каждого отверстия 23 на поверхности плиты ,с одной стороны имеется -углубление 24, а с другой стороны- выступ 25. Углубления 24 предназначены для об|зазования в камне при прессовании соответствующих выетупов, служащих запасом массы для заполнения углублений, образованных выступами 25 на плите. Выступы 25 расщиряют верхнюю часть пустот в камне, которые образуются соответствен;чыми Щтырями нижней плиты. Уширениё верхней части пустоты в камне необходимо для того. Чтобы при заделке этих пустот заделывалась только верхняя их часть. Верхняя плита каждого штампа, имеющая два ролика, поднимаясь от движения роликов по наклонным направляющим вверх, прессует камень, образуя в нем выступы от углублений 24 и углубления от выступов 25.
Плита под| имается до тех пор, пока ее ось не образует с осью АВ угол 60°; дальнейший путь плита гГроходит, находясь в форме и не изменяя своего положения, и при угле от 160-180° выходит из формь/ и дает возможность форме переходить из кругового движения на прямолинейное.
Нижняя плита 26 с двумя роликами 27 и 28 несет железные штыри 29, которые расположены соответственно отверстиям 23 и предназначены для образования пустот в камне. Когда ось первой плиты образует с осью АВ угол в 60°, нижняя плита, ролики которой двигаются- по своим круговым направляющим, начинает подниматься и щтыри 29 входят в спрессованную массу, образуя каналы и производя таким образом дополнительное прессование. Выжимание штырей из массы производится вследствие того, что ролики при движении наталкиваются на направляющие, расположенные поверх роликов, и таким образом производится опускание второй, части штампа. Когда штыри 29 вынуты из массы, начинает одновременно опускаться и верхняя плита, имеющая направляющие стенки 30, которьш ходят по направляющим 31 на нижнем диске. Площадь плиты штайла немного меньше площади формы и имеет в середине .щель для переборки формы. Верхний диск 5, .как воспринимающий давление штампа, выполнен ребристым. Выталкивани.е камней из форм на ленту, производится, выталкивающим приспособлением ill. Последнее представляет штамп, по площади немного меньше формы, сочлененный с нёравноплечим коромысломг 52, которое прикреплено « ползунку 33. От последнего идет рычаг 34, который наглухо скрепляет ползунок 33 со штампом. Вал 55 коромысла на конце несет ролики 5(5, катя щиеся по соответственного вида напра ;вляющим 57. ПРИ, движении приспосо-бления против направления движения л форм ролики катятся по горизонтальной направляющей, а при движении вместе -с формами ролики сначала вынуждены катиться по наклонным направляющим вниз (штамп выталкивает из одной формы сразу два камня), а затем вверх, /вследствие чего штамп поднимается из формы. Приспособление подается к месту прессования рычагом .39,, который шарнирно через рычаг -#() соединен со штам/vnoM. Рычаг 39 укреплен на валу 41, . -который находится в вертикальном положении и укреплен к стойкам 42 рамы. На этом же валу имеется рычаг 43, который при вращении зубчатого диска 5 зацепляется его- зубом 44 и повертывается на определенный угол, на этот угбл повертывается рычаг5Я Подавая таким образом выталкивающее .приспособление по. направлению против .движения форм. На диске 5 имеются четыре зуба 44, так как в один оборот ,диска прессуются четыре формы. Затем происходит остановка движения на время, которое необходимо для продвижения .лент. После этого крючки 45, укрепленные на шарнирах 46 сбоку штампа, .зацепляют за выталкивающее приспо-собление, которое вследствие этрго перемещается вместе с лентой вперед. Когда штамп должен остановиться, крючки, -снабженные выступами 47, снимаются «наклонными планками 48у на которые .наталкиваются выступы 47. Для предотвращения толчка при начальном движении предусмотрена пружина 49, в которую упирается ползунок 55.. Когда крючки вынуты из промежутков между формами, пружина продвигает приспособление назад, обеспечивая таким образом сравнительно большую начальную скорость; дальнейшее движение производится при помощи рычагов , 43 и зуба 44. Заделка верхних частей пустот производится следующим-образом. К выталки.вающему приспособлению прикреплен вспомогательный штамп, имеющий в верхней части вал 50, на котором укреплены ролики 57, катящиеся по соответствующим направляющим 55. Вспомогательный штамп, выталкивая камень, доводит -.поверхность его до нижней поверхности формы. Выступы, образованные на камне в процессе прессования, упираются при этом в заделывающую неподвижную плиту 55, касающуюся нижней поверхности форм, и под действием вспомогательного штампа и движения ленты (форм) бетонная масса выступов сдвигается по направлению k имеющимся в камне углублениям, которые и затираются указанной массой. Готовые камни поступают на ленту, двигающуюся под формами с такой же скоростью, как и формы. На ленту кладутся доски, которые и прини1У ают камни по четыре на каждую. При-дальнейшем следовании каждая доска поступает на роликовые кронштейны 55, и, катясь по роликам, заталкивается сначала на один кронштейн, затем на другой. Перед окончанием своего движения, доска 54 толкает крючок 56, который держит кронштейны, и вся цепь кронштейнов опускается на один ряд. Таким образом производится укладка досок вертикальными рядами. Когда образуется пять рядов камней, келлеровская вагонетка снимает их и отвозит в сторону. Весь пресс покоится на бетонном фундаменте. Непосредственной опорой для подщипников двух главных валов служат две двутавровые балки, заделанные в фундамент. По длине пресса сверху проходит железная рама с поперечными креплениями. Так как при прессовании вся система частей, находящихся на валу 4, будет стремиться вместе с валом подниматься вверх, то веохний
подшипник этого вала имеет соответствующий упор. Движение от-электро мотора пресс получает посредством передачи через шкивы, а. непосредственнд на пресс через конические шестерни. Шкив ленты, находящийся на конце пресса, креплен на консольной части вала 59, опирающегося на подшипники 60 и 67 и приводимого в движение через шкивы от вала 62, который, в свою очередь, получает движение через конические шестерни от вала 3.
Предмет изобретения.
1. Пресс для выделки теплобетонных камней с закрытыми с обоих концов внутренними каналами, с применением сочлененных в бесконечную цепь форм и с поворотным прессовальным столом, шта1«гп которого производит прессование при прохождении его роликов через повышенный участок направляющей, отличающийся тем, что прессующий штамп состоит из двух отдельно движущихся плит, из коих верхняя, предназначенная для общего прессования, имеет отверстия 23 для пропуска штырей 29 нижней плиты 26 и у каждого отверстия углубление 24 и выступ 25, нижняя же .плита 26, вводимая в действие по окончании прессования верхней плитой, предназначен а для выдавливания штырями 2Р . каналов в камне, сопровождаемого дополнительным уплотнением последнего.
2.При прессе по п. 1 применение выталкивающего приспособления, состоящего из штампа, для продольного перемещения которого навстречу движению форм служит зубчатый диск 5 с зубьями 44, зацепляющими за рычаг 43 вала 4f, несущего рычаг 39, а для перемещения штампа по высоте предназначены катящиеся, по соответственного вида направляющим 37 ролики 36 на валу 35 неравноплечего коромысла 32, сочлененного с выталкивающим штампом.
3.При прессе по п. п. 1 и 2 применение, для заделки отверстий каналов в камнях, неподвижной плиты 5 и вспомогательного штампа, движущегося вме-: сте с выталкивающим и им5ющего вал 50 с роликами 57, катящимися в направляющих 52.
4.При прессе по п.п. 1-3, для передачи досок и лежащих на них готовых камней с конвейерной ленты на келлеровскую вагонетку, применение кронштейнов с роликами 55 и крючка 56, при упоре в него доски 5 „освобождающего очередные кронштейны.к авторскому .свидете.т1ьству П. А. Малова и А. Е. Кременицкого № 28§25
Ш :;%У

