Изобретение относится к станкостроению и может быть использовано в автоматических (роторно-конвейерных) линиях штамповки и сборки штучных изделий из ленточного материала.
Наиболее близким к изобретению является устройство для вырубки заготовки из полосового материала.
Однако загрузка заготовок непосредственно в цепь имеет низкую надежность и требует точной синхронизации коленчатого вала пресса. Передаваемая в устройстве плоская заготовка (рандоль) при вырубке ее из тонкой ленты S 0,2-0,3 мм нежесткая, а толщина ее становится соизмеримой с зазорами в передающих механизмах. Штамп устройства имеет повышенный износ и требует увеличения усилия пресса, так как вырубка производится на неблагоприятном угле поворота главного вала пресса.
Цель изобретения - расширение функциональных возможностей.
Для этого линия для изготовления штучных изделий снабжена правильно-разматывающим устройством, вспомогательным механизмом перемещения в виде дополнительного цепного конвейера с приемными гнездами, транспортным ротором и технологическим ротором сборки с общим приводом, кинематически связанным с главным валом пресса, лотком с прорезью для поводков, механизмом удаления заготовок, выполненным в виде шибера и ползушки, установленными под провальными отверстиями штампа с возможностью взаимодействия с одной из направляющих звездочек.
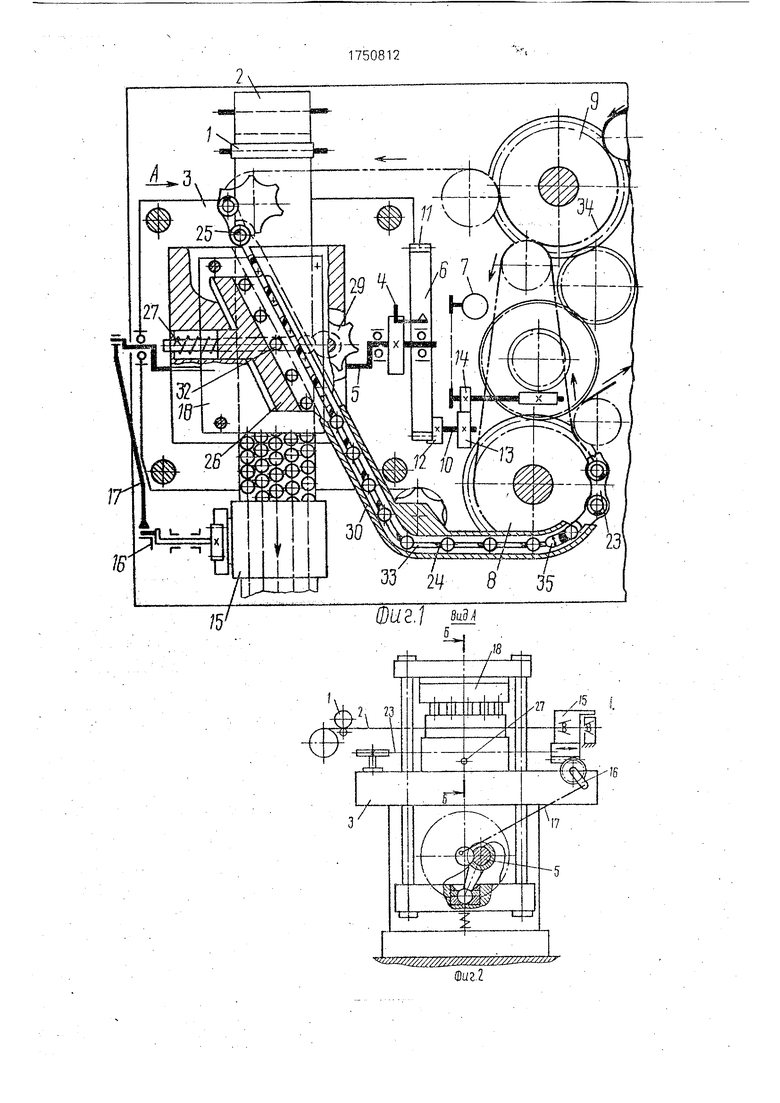
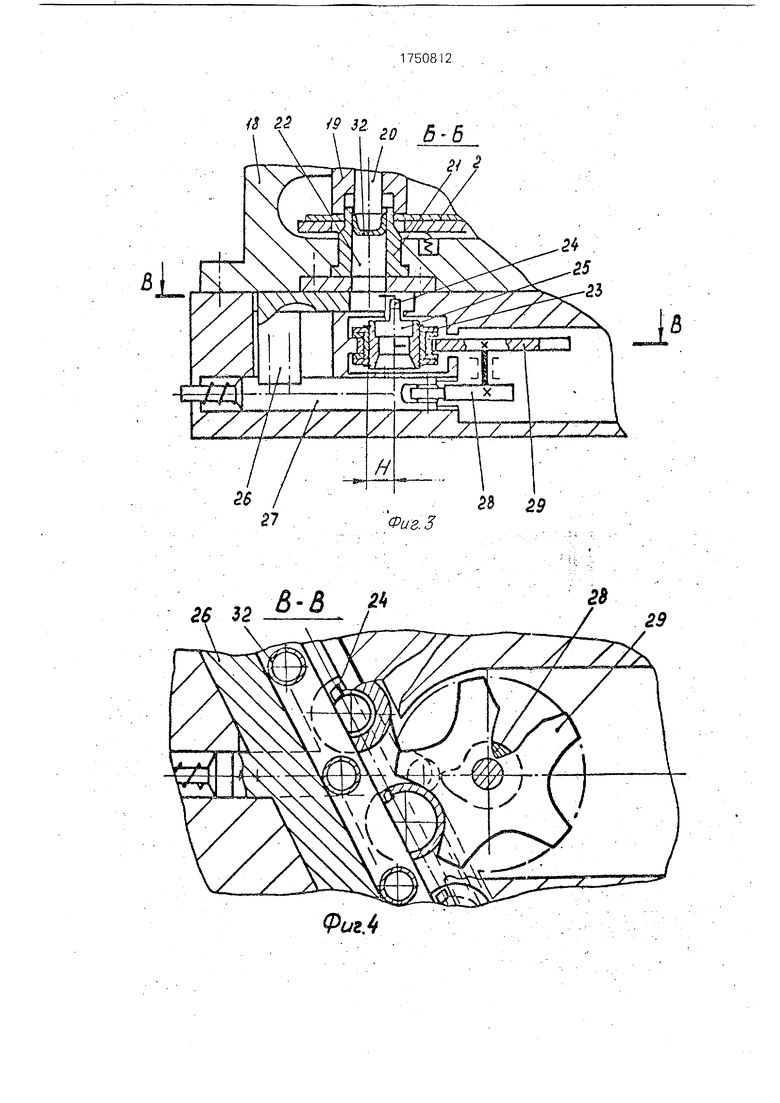
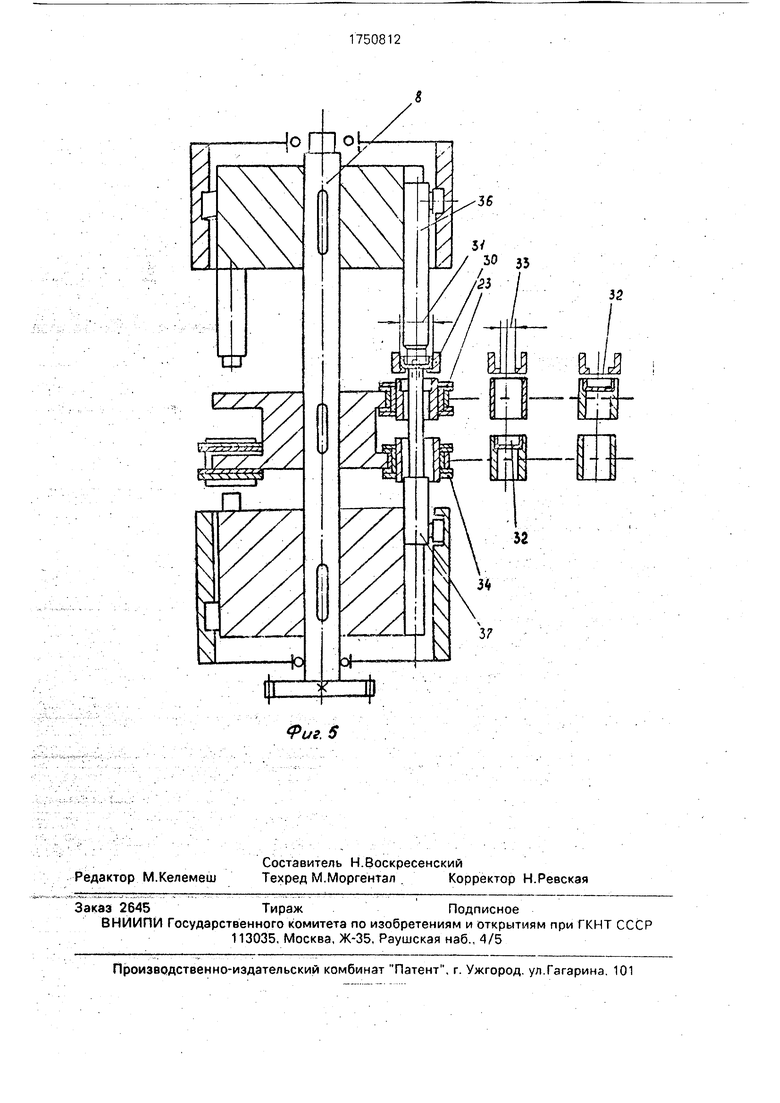
На фиг. 1 показана часть линии для изготовления штучных изделий из ленточного материала, общий вид: на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - лоток.
Линия состоит из правильно-разматывающего устройства 1 с бунтом ленточного материала 2, пресса 3 с поворотной шпонкой 4, главным взлом 5 и маховиком 6. кинё матически связанным с общим приводом 7 транспортного ротора 8 и технологического
сл
с
XI
сл о
00
ю
ротора 9 сборки через промежуточный вал 10 и зубчатые колеса 11-14. На прессе 3 установлено устройство 15 подачи ленточного материала 2. кинематически связанное с помощью рычагов 1 б и 17с главным валом 5. и установлен штамп 18 групповой штамповки с вырубными 19 и вытяжными 20 пуансонами и матрицами 21 с провальными отверстиями 22, расположенными под острым углом к направлению перемещения ленточного материала 2 и параллельно траектории движения транспортного конвейера 23, имеющего поводки 24 и приемные гнезда 25, шаг которых равен шагу провальных отверстий штампа 18 групповой штамповки. Под провальными отверстиями 22 штампа 18 групповой штамповки установлен механизм удаления заготовок в виде шибера 26 и закрепленной на шибере подпружиненной ползушки 27. установленных с возможностью взаимодействия, например через кулачок 28, с одной из направляющих звездочек 29 транспортного конвейера 23, цепь которого смещена относительно провальных отверстий 22 на величину Н, равную величине максимального хода шибера 26. Поводки 24 установлен ы на уровне шибера 26. Над транспортным конвейером 23 размещен лоток 30 с каналом 31 для перемещения вырубленных заготовок 32 и прорезью 33 для поводков 24, расположенный от механизма удаления заготовок до транспортного ротора 8, установленного с возможностью взаимодействия с цепью транспортного конвейера 23. Линия содержит вспомогательный механизм перемещения, выполненный в виде дополнительного цепного конвейера 34 с приемными гнездами 25, а технологический ротор 9 сборки установлен с возможностью взаимодействия с цепями конвейеров 23 и 34, при этом транспортный конвейер 23 имеет приемные гнезда 25 в четных позициях транспортного ротора 8, охваченного вспомогательным механизмом перемещения, в котором приемные гнезда 25 размещены в нечетных позициях транспортного ротора 8. Вспомогательный механизм перемещения охватывает также другие роторы линии (не показаны) для выполнения Б них операций технологического процесса - вытяжки, накатки, пробивки отверстия и др.
Поводки 24 транспортного конвейера 23 смещены относительно оси цепного контура в сторону шибера 26 механизма удаления заготовок и выполнены на втулках приемных гнезд 25, а прорезь 33 лотка 30 транспортного конвейера 23 выполнена с расширением 35 на выходе по траектории
движения рабочих органов 36, 37 транспортного ротора 8.
Линия работает следующим образом. Из бунта, установленного в правильноразматывающем устройстве 1, лента 2 подается устройством подачи 15 в штамп 18 групповой штамповки, установленный на подвижной и неподвижной плитах пресса 3. Крутящий момент от общего привода 7 передается на кинематическую цепь маховика б пресса 3, транспортный ротор 8 охваченный транспортным 23 и дополнительным 34 конвейерами, и на технологический ротор 9 сборки, установленный с возможностью
взаимодействия с цепями вышеуказанных конвейеров. Поворотная шпонка 4 предназначена для включения в движение главного вала 5 пресса 3 и устройства 15 подачи ленты 2. При этом в штампе 18 производится
вырубка пуансонами 19 и вытяжка пуансонами 20 заготовок 32 (калотт) из ленты 2. причем каждый инструмент штампа 18 изготовляет заготовки 32 из своего ряда, а шаг расположения инструмента равен шагу приемных гнезд 25 транспортного конвейера 23.
Механизм удаления заготовок работает следующим образом.
Заготовки 32 попадают в провальные
отверстия 22 матрицы 21 и падают на верхнюю плоскость шибера 26. Шибер 26 закрепленной на нем ползушкой 27 взаимодействует с одной из направляющих звездочек 29 через кулачок 28, отводится им
в крайнее левое (по фиг. 3) положение и заготовки 32 опускаются на уровень лотка 30 и поводков 24 транспортного конвейера 23, а затем на участке спада кулачка 28 с помощью подпружиненной ползушки 27 досылаются шибером 26 в зону движения поводков 24 транспортного конвейера 23, заталкиваются шибером 26 между поводками 24 и передвигаются ими вдоль канала 31 лотка 30 по траектории транспортного конвейера 23 до рабочих позиций транспортного ротора 8
На выходе из лотка 30 прорезь 33 имеет расширение 35 для подвода рабочих органов 36, 37 транспортного ротора 8, которые
перемещают заготовки 32 в приемные гнезда 25 транспортного конвейера 23.
В начальный момент перемещения шибера 26 заготовки 32 перемещаются поводками 24 по боковой поверхности шибера 26.
а затем - по противоположной боковой поверхности лотка 30, так как поводки 24 смещены относительно оси цепного контура транспортного конвейера 23 в сторону шибера 26 механизма удаления заготовок
Для сборочных линий заготовки 32 перемещаются рабочими органами 36, 37 транспортного ротора 8 в четные приемные гнезда 25 транспортного конвейера 23 и в нечетные приемные гнезда 25 дополнитель- 5 ного конвейера 34 вспомогательного механизма перемещения, а в технологическом роторе 9 сборки приемные гнезда 25 конвейеров 23, 34 приходят в одни и те же рабочие позиции (четные или нечетные). 10
В технологических роторах (не показаны), охватываемых вспомогательным механизмом перемещения, выполняются операции последовательной вытяжки, накатки, пробивки отверстия и др. по схеме: 15 из приемного гнезда 25 дополнительного конвейера 34 в матрицу (рабочую технологическую позицию) ротора и обратно в гнездо конвейера 34.
Технологическая операция сборки про- 20 изводится в технологическом роторе сборки 9 по схеме: прием первой детали из четных гнезд 25 дополнительного конвейера 34: прием второй детали из нечетных гнезд 25 транспортного конвейера 23 в ту же пози- 25 цию технологического ротора сборки 9; скрепление деталей (например обжимкой); выдача собранного изделия.
Формулаизобретения30
1. Линия для изготовления штучных изделий из ленточного материала, содержащая установленные в технологической последовательности пресс со штампом групповой штамповки с провальными от- 35 верстиями, устройство подачи ленточного материала, механизм удаления заготовок и транспортный конвейер с приемными гнездами, шаг которых равен шагу провальных отверстий штампа, имеющими поводки и 40 направляющие звездочки, установленные с возможностью взаимодействия с цепью транспортного конвейера, отличающаяся тем, что, с целью расширения функциональных возможностей, она снабжена правил ьно-разматывающим устройством, вспомогательным механизмом перемещения, транспортным ротором и технологическим ротором сборки с общим приводом, кинематически связанным с главным валом пресса, лотком с прорезью для поводков, размещенным над транспортным конвейером, механизм удаления заготовок выполнен в виде шибера и ползушки закрепленной на шибере, установленных под провальным Г отверстиями штампа с возможностью взаимодействия с одной из направляющих звездочек, при этом цепь транспортного конвейера смещена относительно провальных отверстий на величину, равную величине максимального хода шибера, поводки установлены на уровне шибера, транспортный ротор установлен с возможностью взаимодействия с цепью транспортного конвейера, вспомогательный механизм перемещения выполнен в виде дополнительного цепного конвейера с приемными гнездами, а технологический ротор сборки установлен с возможностью взаимодействия с указанными цепями, при этом транспортный конвейер имеет приемные гнезда в четных позициях транспортного ротора, охваченного вспомогательным механизмом перемещения, в котором приемные гнезда размещены в нечетных позициях транспортного ротора.
2,Линия по п. 1, отличающаяся тем, что поводки транспортного конвейера смещены относительно оси цепного конвейера в сторону шибера механизма удаления заготовок.
3.Линия по пп. 1и2, отличающая- с я тем, что прорезь лотка транспортного конвейера выполнена с расширением на выходе по траектории движения рабочих органов транспортного средства,
C-J
со о
LT
r-
Г-ч|
tf 22 19 32
«
20 Ь Ь
М 29
ФигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
Использование: для штамповки и сборки штучных изделий из ленточного материала. Линия содержит установленные в технологической последовательности пресс со штампом групповой штамповки, устройство подачи ленточного материал а, механизм удаления заготовок, транспортный конвейер с приемными гнездами и направляющие звездочки, правильно-разматывающее устройство, вспомогательный механизм перемещения, транспортный ротор и технологический ротор сборки с общим приводом. 2 з.п. ф-лы. 5 ил.
в
Фиг.4
2В
29
Фиг. 5
32
| Устройство для вырубки заготовок из полосового материала | 1989 |
|
SU1660802A1 |
| Циркуль-угломер | 1920 |
|
SU1991A1 |
