Изобретение относится к автоматам для изготовления мелких деталей швейных изделий, например шлевок, с поштучной загрузкой заготовок в рабочие органы машины, производящие дальнейшую обработку.
Известны автоматы для изготовления мелких деталей швейных изделий, содержаш;ие швейную машину, приводимую в движение от электродвигателя, лапку и приспособление для подгибки и формирования деталей, подпружиненный ролик для поджатия заготовок к плош,адкам, транспортирующее устройство для подачи заготовок под иглу, ролик для снятия с транспортера цепочки шлевок и автоматическое загрузочное устройство.
Однако известные автоматы не обеспечивают автоматическое поштучное отделение деталей из стопки и укладку их на транспортер.
С целью автоматизации процесса поштучного отделения деталей из стопки и укладки их на транспортер в предлагаемом автомате загрузочное устройство выполнено в виде бункера с поддоном, под которым находится устройство для поштучного отделения нижних деталей, имеюш,ее возможность вертикального перемещения для отделения и укладки деталей на площадки.
Устройство для поштучного отделения снабжено двумя подпружиненными захватами, кинематически связанными между собой посредством серьги.
Для поворота игольчатых захватов при отделении и освобождении деталей применен подвижный ограничитель хода захватов, снабженный пазами для западания игл.
Площадки для переноса деталей из бункера на трансформатор имеют шероховатые поверхности с отверстиями для прохода воздуха и реборды, при этом поворот площадок вокруг горизонтальной оси осуществляется от цепи общего транспортера через посредство кинематических зубчатых и шарнирных нар.
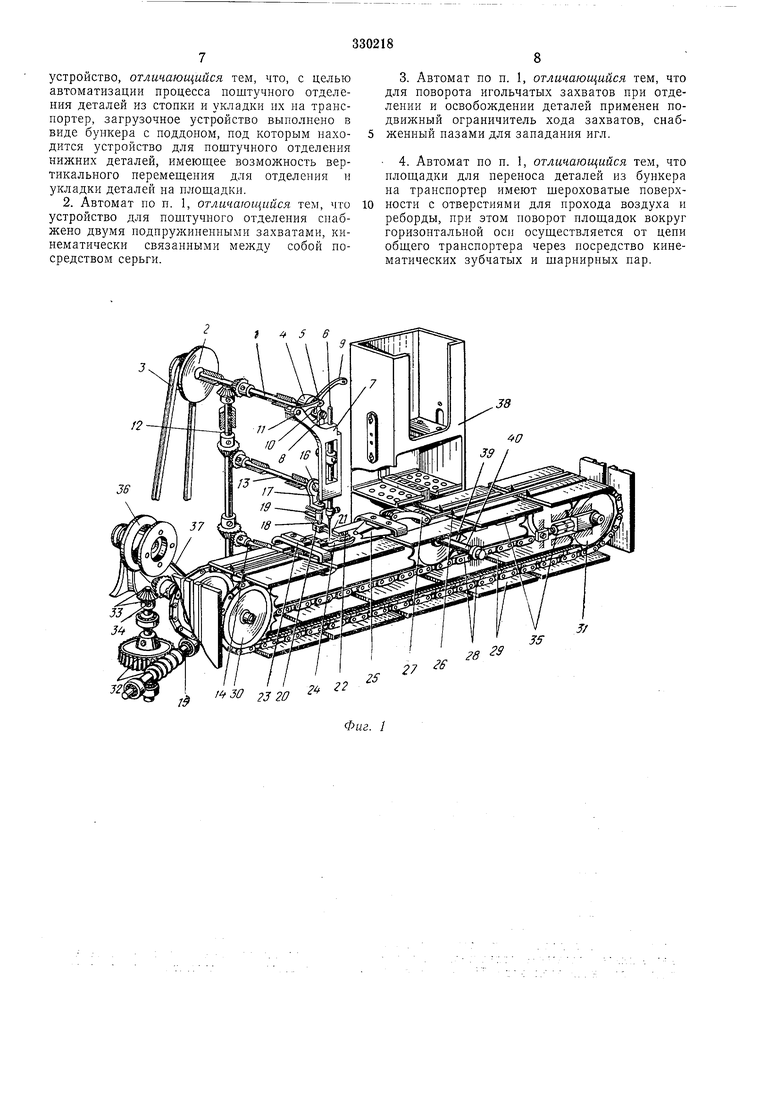
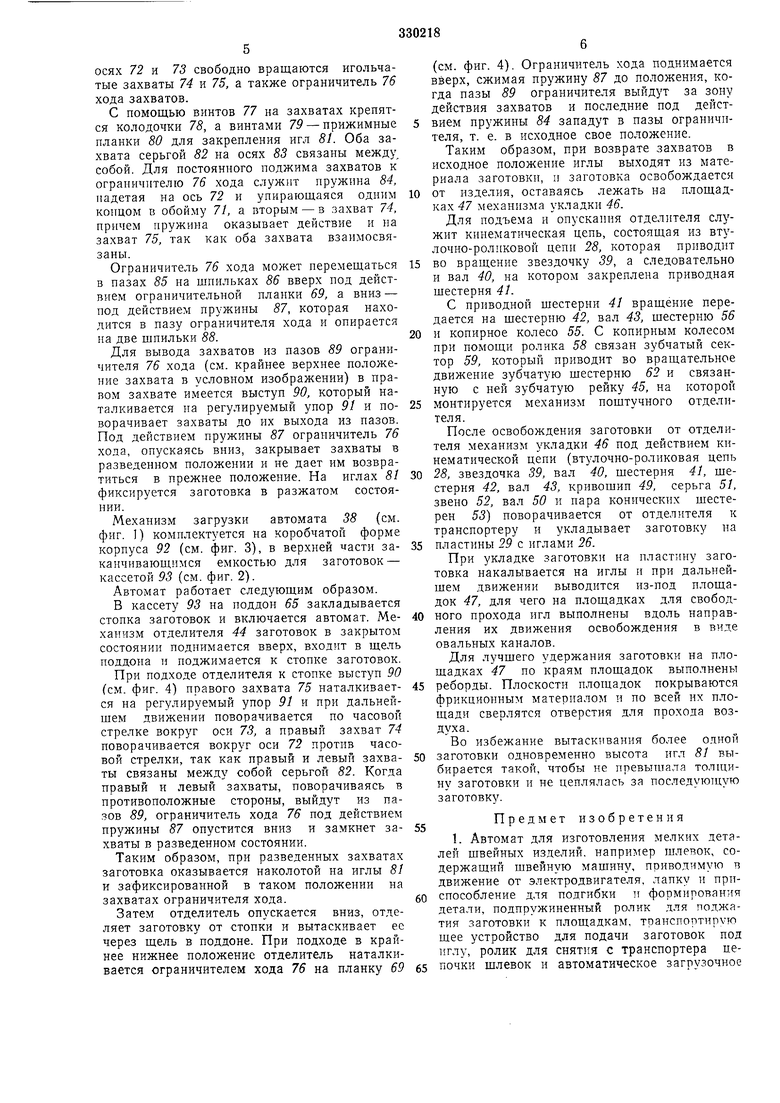
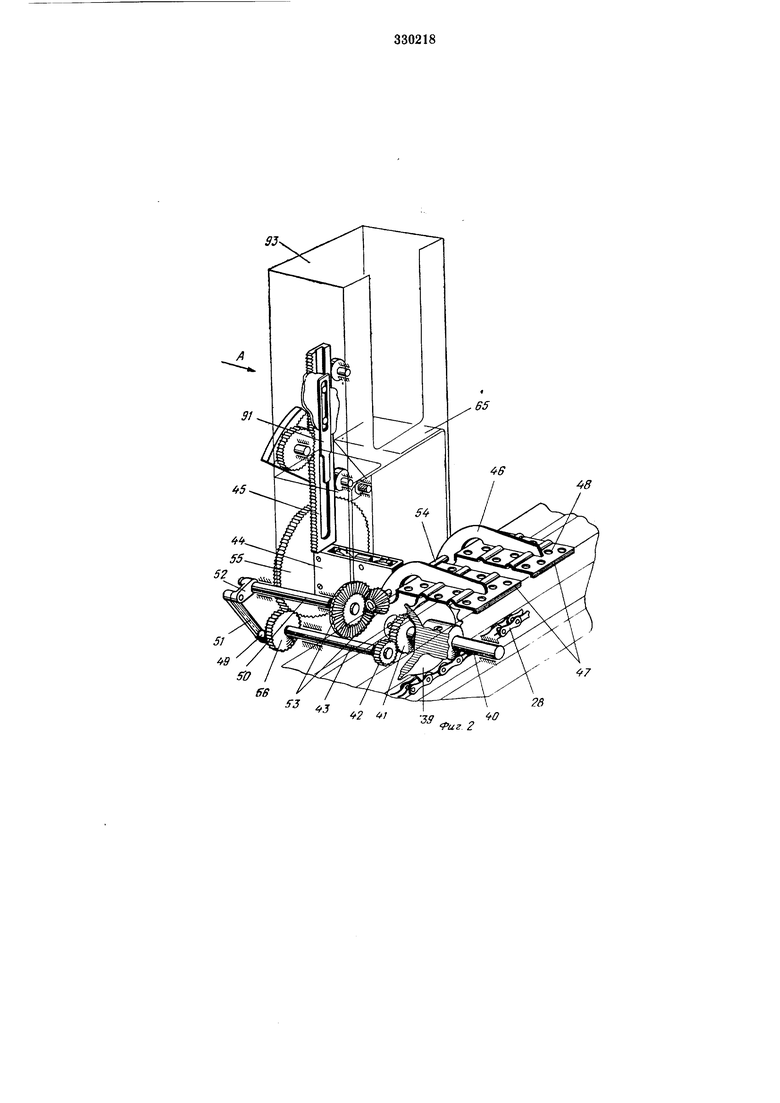
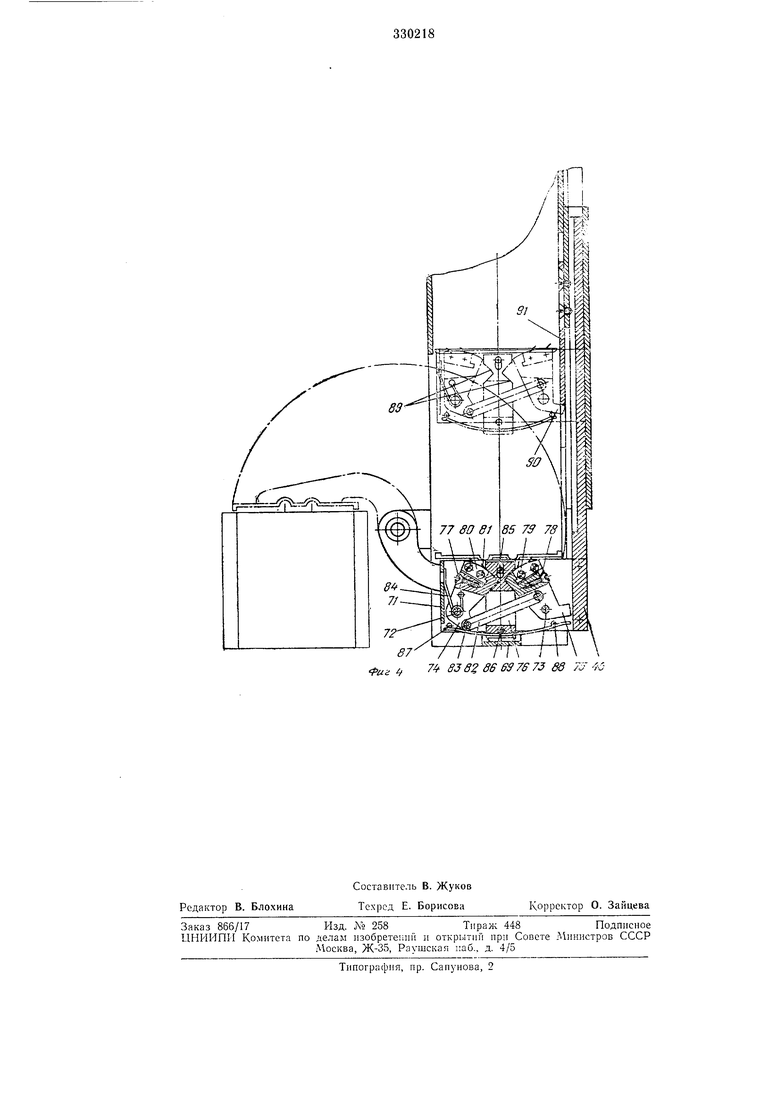
На фиг. 1 показан предлагаемый автомат для изготовления мелких деталей швейных изделий; на фиг. 2 - механизм загрузки автомата поштучными заготовками; на фиг. 3 - механизм загрузки по стрелке А н проекция сбоку; на фиг. 4 - разрез механизма захвата заготовок и условное изображение механизма в верхнем положении в момент отделения заготовки, а также траектория движения укладчика заготовок на транспортирующее устройство.
Автомат для изготовления мелких деталей швейных изделий состоит из швейной машины с кинематически связанным верхним двигателем тканн и приспособлением для подгибки краев детали и ее формирования,
устройство, отличающийся тем, что, с целью автоматизации процесса поштучного отделения деталей из стоики и укладки их на транспортер, загрузочное устройство выполнено в виде бункера с поддоном, под которым находится устройство для поштучного отделения нижних деталей, имеющее возможность вертикального перемещения для отделения и укладки деталей на шющадки.
2. Автомат по п. 1, отличающийся тем, что устройство для поштучного отделения снабжено двумя подпружиненными захватами, кинематически связанными между собой посредством серьги.
3. Автомат по п. 1, отличающийся тем, что для поворота игольчатых захватов при отделении и освобождении деталей применен подвижный ограничитель хода захватов, снабженный пазами для западания игл.
4. Автомат по п. 1, отличающийся тем, что площадки для переноса деталей из бункера на транспортер имеют шероховатые поверхности с отверстиями для прохода воздуха и реборды, при этом поворот площадок вокруг горизонтальной оси осуществляется от цепи общего транспортера через посредство кинематических зубчатых и шарнирных пар.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1966 |
|
SU178669A1 |
| НАГРЕВАТЕЛЬНАЯ КАМЕРНАЯ ПЕЧЬ | 1973 |
|
SU378448A1 |
| МАШИННЫЙ КОМПЛЕКС ДЛЯ АВТОМАТИЗИРОВАННОЙ СБОРКИ ШВЕЙНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ КОНСТРУКЦИЙ, ФОРМ И РАЗМЕРОВ | 2000 |
|
RU2174568C1 |
| Устройство для отделения текстильных заготовок при их маркировке | 1991 |
|
SU1770496A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОТЯГИВАНИЯ ПАРАЛЛЕЛЬНЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙВС':СС.ОЗНАЯ I | 1973 |
|
SU366939A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ В ЗОНУ ОБРАБОТКИ | 1969 |
|
SU234856A1 |
| Устройство для подачи плоских предметов | 1978 |
|
SU749664A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
2 30 2320
Фиг. 1 2
осях 72 и 73 свободно вращаются игольчатые захваты 74 и 75, а также ограничитель 76 хода захватов.
С помощью винтов 77 на захватах крепятся колодочки 78, а винтами 79 - прижимные планки 80 для закрепления игл 81. Оба захвата серьгой 82 на осях 83 связаны между собой. Для постоянного поджима захватов к ограничителю 76 хода служит пружина 84, надетая на ось 72 и упирающаяся одним концом в обойму 71, а вторым - в захват 74, причем пружина оказывает действие и на захват 75, так как оба захвата взаимосвязаны.
Ограничитель 76 хода может перемещаться в пазах 85 иа шпильках 86 вверх под действием ограничительной планки 69, а вниз - под действием пружины 87, которая находится в пазу ограничителя хода и опирается па две шпильки 88.
Для вывода захватов из пазов 89 ограничителя 76 хода (см. крайнее верхнее положение захвата в условном изображении) в правом захвате имеется выступ 90, который наталкивается па регулируемый упор 91 и поворачивает захваты до их выхода из пазов. Под действием пружины 87 ограничитель 76 хода, опускаясь вниз, закрывает захваты в разведенном положении и не дает им возвратиться в прежнее иоложение. На иглах 81 фиксируется заготовка в разжатом состоянии.
Механизм загрузки автомата 38 (см. фиг. 1) комплектуется иа коробчатой форме корпуса 92 (см. фиг. 3), в верхней части заканчивающимся емкостью для заготовок - кассетой 93 (см. фиг. 2).
Автомат работает следующим образом.
В кассету 93 на поддон 65 закладывается стопка заготовок и включается автомат. Механизм отделителя 44 заготовок в закрытом состоянии поднимается вверх, входит в щель поддона и поджимается к стопке заготовок.
При подходе отделителя к стопке выступ 90 (см. фиг. 4) правого захвата 75 наталкивается на регулируемый упор 91 и при дальнейшем движении поворачивается по часовой стрелке вокруг оси 73, а правый захват 74 поворачивается вокруг оси 72 против часовой стрелки, так как правый и левый захваты связаны между собой серьгой 82. Когда правый и левый захваты, поворачиваясь в противоположные стороны, выйдут из пазов 89, ограничитель хода 76 под действием пружины 87 опустится вниз и замкнет захваты в разведенном состоянии.
Таким образом, при разведенных захватах заготовка оказывается наколотой на иглы 81 и зафиксированной в таком положении на захватах ограничителя хода.
Затем отделитель опускается вниз, отделяет заготовку от стопки к вытаскивает ее через щель в поддоне. При подходе в крайнее нижнее положение отделитель наталкивается ограничителем хода 75 на планку 69
(см. фиг. 4). Ограничитель хода поднимается вверх, сжимая пружину 87 до положения, когда пазы 89 ограничителя выйдут за зону действия захватов и последние под действием пружины 84 западут в пазы ограничителя, т. е. в исходное свое положение.
Таким образом, при возврате захватов в исходное положение иглы выходят из материала заготовки, и заготовка освобождается
от изделия, оставаясь лежать на площадках 47 механизма укладки 46.
Для подъема и опускания отделителя служит кинематическая цепь, состоящая из втулочпо-ролпковой цепи 28, которая приводит
во вращение звездочку 39, а следовательно и вал 40, на котором закреплена приводная шестерня 41.
С приводной шестерни 41 вращение передается на шестерню 42, вал 43, шестерню 56
и копирное колесо 55. С копирньш колесом при помощи ролика 58 связан зубчатый сектор 59, который приводит во вращательное движение зубчатую щестерню 62 и связанную с ней зубчатую рейку 45, на которой
монтируется механизм поштучного отделителя.
После освобождения заготовки от отделителя механизм укладки 46 под действием кинематической цепи (втулочно-роликовая цепь
28, звездочка 39, вал 40, шестерня 41, щестерня 42, вал 43, кривошип 49, серьга 51, звено 52, вал 50 и пара коническт1х шестерен 53) поворачивается от отделителя к транспортеру и укладывает заготовку на
пластины 29 с иглами 26.
При укладке заготовки на пластину заготовка накалывается на иглы и при дальнейшем движении выводится из-под площадок 47, для чего на площадках для свободного прохода игл выполнены вдоль направления их движения освобождения в виде овальных каналов.
Для лучшего удержания заготовки на площадках 47 по краям площадок выполнены
реборды. Плоскости площадок покрываются фрикционным материалом и по всей их площади сверлятся отверстия для прохода воздуха.
Во избежание вытаскивания более одной
заготовки одновременно высота игл 81 выбирается такой, чтобы не превышала толихину заготовки и не цеплялась за последующую заготовку.
Предмет изобретения
Риг.З
8
7
28
2 /
fuz 2
