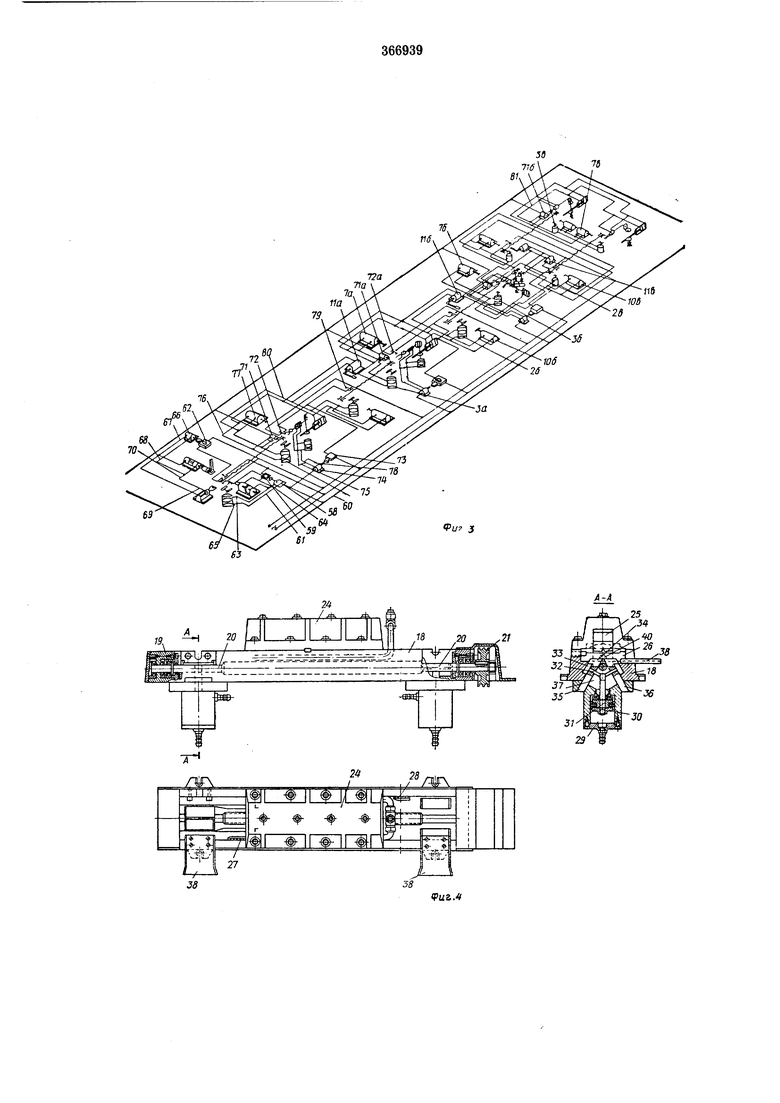
шарикоподшипниках 19 которого установлен ходовой винт 5, снабженный с обеих сторон гладкими участками 20 для размещения спутников 4, на одном конце ходового винта 5 закреплен шкив 21, посредством которого через ременную передачу 22 и шкив 23 (см. фиг. 2) ходовой винт 5 получает в;раш;ение от трансмиссионного привода 9. Сверху корпуса 18 закреплена инструментальная плита 24 с блоком протяжек 25. В корпусе /5 выполнен регулируемый по высоте и ширине паз 26 для направления спутника 4.
В начале и в конце паза 26 прикреплены кулачки 27 и 28, предназначенные для зажима и освобождения заготовки.
В устройство встроены идентичные пневматические толкатели 2 и 5 соответственно для подъема и опускания спутников 4 в начале и конце операции. В цилиндре 29 толкателя 2 или 3 (см. фиг. 6) перемещается поршень 30, к штоку 31 которого шарнирно прикреплены тяги 32, входящие в отверстия 33, выполненные в направляющих площадках 34. Рычаги 35 направляющих площадок 34 входят в пазы 36, выполненные в корпусе 37 толкателя 2 или 5. К корпусу 18 прикреплены лотки 38, по которым спутник 4 сталкивается на транспортер 6 возврата или с него.
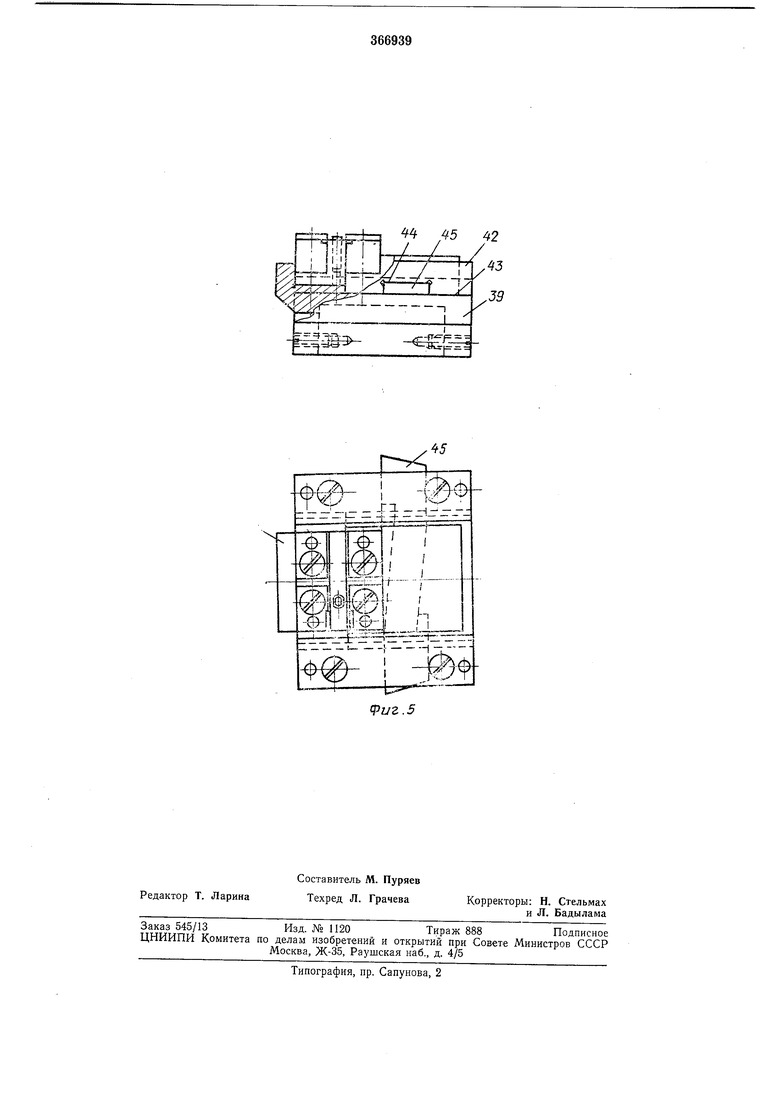
Спутник 4 (см. фиг. 5) состоит из корпуса 39, с нижней стороны которого прикреплена полугайка 40 для зацепления с ходовым винтом 5. С левой стороны спутника 4 имеется упор 41. В подвижном упоре 42, перемещаемом в направляющих 43 спутника 4, выполнен паз 44, в который входит клин 45, который при перемещении кассеты, взаимодействуя с кулачками 27 и 28 корпуса 18, перемещает подвижной упор 42, зажимая и разжимая заготовку.
Автооператор 12 (см. фиг. 2) предназначен для передачи заготовки с первой позиции на вторую, автооператор 13 - для передачи заготовки со второй позиции на третью и в соответствии с технологией изготовления детали, для поворачивания заготовки в вертикальной плоскости на 180°, автооператор 14- для передачи заготовки с третьей позиции на четвертую (он снабжен двумя клещевыми механизмами захвата 46, так как заготовка разрезана на две). Клещевые механизмы захвата 46 в горизонтальной плоскости поворачиваются в разных направлениях. Автооператор 15 для укладывания готовых деталей в тару 47 осуществляет поворот клещевого механизма захвата 48 в вертикальной плоскости на 180°.
Шиберный загружатель 8 (см. фиг. 1) совершает вместе с поступательным движением штока 49 поворот последнего на 180°. Другой конец штока 49 снабжен подпружиненным зажимом 50 для заготовок, подаваемых из магазина 51.
.Поскольку на третьей операции заготовка разрезана на две (.на четвертой операции - протягивании они обрабатываются параллельно), транспортер возврата 6 состоит из
двух отдельных транспортеров, кинематически связанных между собой клиноременными передачами 52, 53, 54 (см. фиг. 2). Ходовые винты 5 устройств / для транспортирования
на четвертой операции также кинематически связаны с тралсмиссионным приводом 9 клиноременными передачами 55 и 53. Привод транспортеров осуществляется от электродвигателя 16, через редуктор 17, от которого через клиноремен«ую передачу 56 получает вращение трансмиссионный привод 9, установленный в подшипниках 57.
Работает автоматическая линия следующим образом. При включении кнопки «пуск вращение вала электродвигателя 16 передается через редуктор 17 транспортеру в возврата и через клииореМенную передачу 56 трансмиссионному валу 9. Последний передает вращение ходовым винтам 5 через ременные передачи 22. Спутник 4, установленный на ленте транспортера возврата 6, перемещаясь с лентой, замыкает выключатель 58 (см. фиг. 3), который включен в цепь электромагнита 59. Последний перемещает золотник (на чертеже
не показан), и воздух из магистрального трубопровода 60 .поступает по трубопроводу 61 к толкателям 2 и 10.
Поршень толкателя 2, перемещаясь, располагает направляющие площадки 34 на одном
уровне с лотком 38, после чего толкатель 10 сталкивает спутник 4 на площадки 34. При сталкивании спутник 4, поданный до упора, замыкает цепь электромагнита 62 посредство.м нажатия на выключатель (на чертеже не иоказан), а кулачок 63, закрепленный на щтоке толкателя 10, размыкает цепь электромагнита 59, при этом золотник переключается, и воздух поступает по трубопроводу 64 для отвода штока толкателя 10 и площадок 34 толкателя
2 в исходное положение. Опускание площадок 34 происходит с замедлением благодаря др.осселю 65, установленному в трубопроводе 61.
При замыкании цепи электромагнита 62 последний перемещает золотник 66, и воздух из магистрального трубопровода 60 поступает по трубопроводу 67 к шиберному загружателю 8, который подает заготовку в спутник 4. При перемещении шток 49 шиберного загружателя
5 в конце хода размыкает выключател.ь, а вместе с ним и цепь электромагнита 62. Золотник 66 переключается, и воздух, поступающий по трубопроводу 68, перемещает шток 49 в .исходное положение. Одновременно с включением в работу шиберного загружателя 8 включается и толкатель 11, но перемещение его штока замедлено благодаря дросселю 69, установленному в трубопроводе 70. В момент возврата штока 49 шиберного загружателя 8
толкатель 11 сталкивает спутник 4 с гладкого участка 20 - ходового винта 5, и полугайка 40 на спутнике 4 входит в зацепление с нарезанной частью ходового винта 5, после чего шток толкателя // возвращается в исходное положение.
При перемещении спутника 4 в пазу 26 устройства для транспортирования / кулачок 27, контактируя с клином 45, зажимает заготовку в спутнике 4, а затем входит в зону резания. После окончания процесса р-езания клин 45, взаимодействуя с кулачком 28, разжимает обработанную деталь.
При дальнейшем перемещении спутник 4 взаимодействует с роликом золотника 71 и выключателем 72, которые управляют работой толкателей 5 и 7 для сталкивания кассеты на транспортер возврата 6 и автооператором 12 для передачи заготовки с первой позиции на вторую.
При замыкании выключателя 72 включается электромагнит 73, управляющий золотником 74, при этом воздух по трубопроводу 75 подается одновременно на разжим клещевого механизма захвата и на подъем его (условно считаем, что автооператор 12 находится на второй позиции). Поворот клещевого механизма зажима из второй позиции в первую производится при переключении золотника 71 при поступлении воздуха по трубопроводу 76. Одновременно спутник 4 поднимается при перемещении штока 31 с направляющими площадками 34 толкателя 3.
Воздух также поступает к толкателю 7, но благодаря дросселю 77 его перемещение происходит с замедлением, и спутник 4 сталкивается на транспортер возврата 6 после того, как клещевой механизм захватит заготовку. Осуществляется это следующим образом. При повороте на 180° рычаг клещевого механизма захвата автооператора 12 взаимодействует с плечом выключателя 72, размыкая цепь электромагнита 73, который управляет золотником 74. Воздух поступает по трубопроводу 78, клещевой механизм зажима захвата автооператора 12 опускается на исходную позицию спутника. В то же время золотник 71 управляет механизмами второй позиции толкателем 2 и сталкивателем W. В конце хода сталкиватель 10 включает электрическую цепь электромагнита 73 путем нажатия на выключатель 79, который через золотник 74 переключает воздух в положение захвата детали и подъема клещевого механизма захвата автооператора 12.
При подъеме толкателя 5 со спутником 4 последний переключает золотник 71. Воздух поступает по трубопроводу 80. Клентевой механизм автооператора 12 поворачивается, т. е. происходит перенос заготовки с первой позиции на вторую и опускание направляющих площадок 34 толкателя 3.
На второй позиции клещевой механизм зажима автооператора 12 размыкает цепь электромагнита 73 при нажатии на выключатель 79, воздух поступает в трубопровод 80, клещовои механизм опускается и заготовка разжимается.
Пикл первой операции повторяется. Толкатель 11а управляется золотником 71. Воздух поступает по трубопроводу 80. Спутник сталкивается с гладкого участка 20 - ходового винта 5 и входит в зацепление с ходовым винтом 5 на второй позиции. Зажим и разжим заготовки на второй операции аналогичен первой.
в конце хода спутник 4 взаимодействует с золотником 7/а и выключателем 72а, которые управляют устройством для передачи заготовки со второй позиции на третью, сталкивателем 7а, толкателем За, толкателем 26, сталкивателем 106 и толкателем 116. Работа указанных механизмов аналогична первой операции. На третьей операции толкатель Зв, автооператор 14, сталкиватель 76, толкатель 20, толкатели 10в, толкатели Ив работают аналогично первой операции. На четвертой операции автооператор 15 получает команду от золотника 716 при нажатии на него спутником 4. Воздух поступает по трубопроводу 81. Происходит поворот автооператора 15 на 180° в положение захвата детали с одновременным ее зажатием. Одновременно золотник 716 подает команду толкателям Зв и сталкивателям 7в при подъеме толкателя Зв.
Предмет изобретения
Автоматическая линия для протягивания параллельных наружных поверхностей, например торцов заготовки рычага защелки шпульного колпачка швейной машины с механизмом загрузки заготовок, закрепленных на приспособлениях-спутниках, с подводящего лотка на ходовой винт, зацепляющийся с полугайкой
приспособлений-спутников и транспортирующий последние к неподвижному инструменту, с последующим сталкиванием пустых npiicnoсоблений-спутников на расположенный перпендикулярно к ходу транспортирования, отводящей лоток и далее на транспортер возврата спутников механизмом выгрузки, выполненным в виде двух перпендикулярно расположенных пневматических толкателей, один из которых предназначен для подъема приспособлений-спутников над ходовым винтом, а другой - для перемещения его по отводящему лотку, отличающаяся тем, что, с целью автоматизации загрузки и выгрузки приспособлений-спутников с ходового винта, в ней толкатель для подъема приспособлений-спутников выполнен в виде двух подвижных направляющих площадок, расположенных под углом друг к другу по обе стороны ходового винта и шарнирно скрепленных тягами со штоком
пневмоцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ УПАКОВКИ кип БУМАГИ В ЩИТКИ | 1966 |
|
SU189737A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРУЖИН | 1969 |
|
SU249276A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЦИНКА ВО ВРАЩАЮЩУЮСЯ ПЕЧЬ | 1972 |
|
SU427218A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1969 |
|
SU235874A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ В ПЛЕНКУ ШТУЧНЫХ ПРЕДМЕТОВ С ОСТРОЙ КРОМКОЙ | 1973 |
|
SU384741A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| ПОЗОЛОТНЫЙ ПРЕСС | 1968 |
|
SU220221A1 |

A-A
23
38
