При армировке брбнзовых вкладышей путем заливки их в оболочку из стали, железа или другого металла повышен-, ной крепости успех дела, в смысле достижения тесного сваривания без перемешивания обоих металлов, в основном зависит от способа формовки и отливки.
Литники должны быть выполнены, расположены и рассчитаны таким образом, чтобы половинка вкладыша, заформованная в сердечник (шишку), охватывалась оболочкой из распл/вленнной стали по возможности мгновенно, т. е. приблизительно одновременно и равномерно во всех точках и чтобы усадка и стягивающие усилия в литниках способствовали свариванию вкладыша с оболочкой.
При обычном устройстве и расположении литников в виде вырезанной сверху или сбоку трубки, вследствие медленного подъема жидкой стали, произошло бы в нижней части полное расплавление и смешение материала вкладыша со сталью, в верхней же части у краев вкладыша не тольконе произошло бы даже поверхностного расплавления бронзового вкладыша и сваривания со стальной оболочкой, но появилась бы между ними щель, так как для сварки недостовало бы стягивающего оболочку усилия. Даже устройство нескольких литников,
(516)
заполняющих форму с разных сторон и состоящих из расположенных друг над другом каналов, поставленной цели не достигает, так как охватывание вкладыша при этом также происходит не сразу, а по мере подъема (жидкой стали .этапами снизу.
При faKoro рода расположении литников остывающий в каналах металл не мог бы произвести, вследствие усадки, необходимого для сварки стягивания оболочки и вкладыша. Столь же трудно ожидать этого от расположения каналов, при котором отдельные ветви во время остывания стремятся разогнуть оболочку и загнуть внутрь отлитый одновременно или только-что перед этим вкладыш. Посредством предлагаемого способа имеется в виду достигнуть успешной арми-; ровки вкладыша, что возможно лишь при мгновенном и приблизительно равномерном покрытии вкладыша стальной оболочкой во всех точках и таком расположении литников, при котором при остывании литников происходит стягивание стальной оболочки.
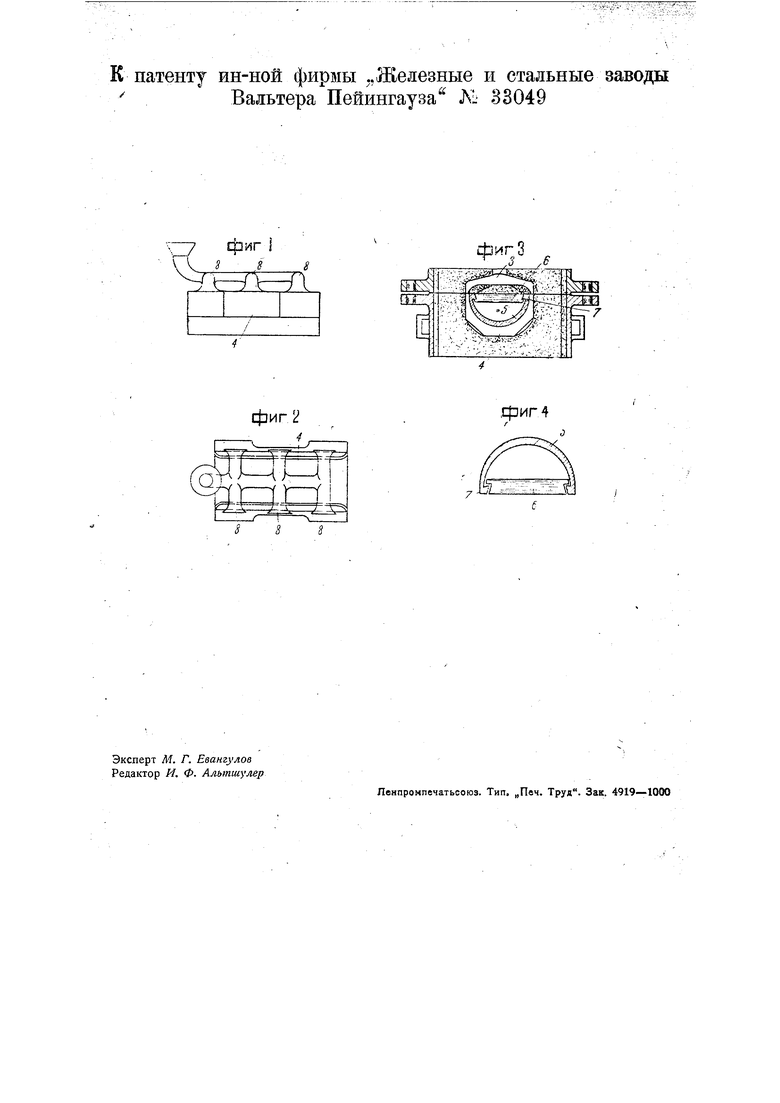
На чертеже фиг.1 изображает отлитую форму - в продольном разрезе, фиг. 2-то же, вид сверху, фиг. 3-поперечный разрез опоки с установленным в ней, служащим нижней частью сердечника, вкладышем, и фиг. 4-поперечный разрез бронзового вкладыша со ,вложенной в него распоркой.
Способ армировки бронзовых вклдышей сталью заключается в том, что литники состоят из ряда ответвляющихся каналов 3 большого сечения, расположенных непосредственно над вкладышам и выполненных таким образом, что расположенные над обеими стенками вкладыша каналы 8 образуют попарно ряд скоб, которые при остывании и усадке стягивают оболочку и тем способствуют более тесному соединению ее с вкладышем 5.
Успех мгновенной и повсеместно равномерной заливки объясняется тем, что :жидкая сталь при соприкосновении с служащим сердечником, холодным вклады:шем быстро охлаждается по всей поверхности соприкосновения наподобие кокиля, благодаря чему образуете сплошная, охватывающая вкладыш, крепкая стальная корка. Лишь после образования этой стальной корки происходит, вследствие отдачи тепла стальной массой, нагревание вкладыша настолько сильное, что он- частично или же совсем расплавляется. Однако смешение стали с бронзой при этом не может произойди из-за окружающей вкладыш ранее затвердевшей стальной корки; напротив, под действием усадочных давлений в затвердевающей стальной оболочке 4, усиленных стягивающими усилиями затвердевающей системы литниковых каналов, достигается требуемое тесное равномерное сваривание обоих металлов.
Успешная армировка вкладышей путем сварки их со стальной оболочкой
4может быть достигнуто лишь в том .случае, когда достаточно сильное сварочное давление, обусловленное усадкой стальной оболочки и системы литников, действует также и на края стенок вкладыша. Этому давлению края 7 вкладыша
5сами по себе оказывают достаточное сопротивление даже в том случае, когда позади них расположен песок, хотя под действием нагретой до высокой температуры стали они и размегчаются и даже расплавляются, и бывают снабжены свисающими, подрезанными сзади выступами, служащими для заливки белым металлом, плохо поддающимися затрамбовке.
П кенение песочньжх сердечникав (шишек) самого различного вида, сна$женнь5ж как внутри, так и снаружи жеребейками, само по себе: известно. Эти; жеребейки в известныхг. конструкциях ДОЛЖНЫ служить либо для увеличения, жесткости самого сердечника, либо, проходя через форму насквозь, опираться в наружные стенки и служить для фиксировйния положения cepj 5e4HHKa.
В случае речь идет об особого рода внутреннем усилении сердечника. Здесь часть сердечника составляет тонкостенный бронзовый вкладыш, наружная поверхность которого должна быть сварена с более тугоплавким металлом и выступающие вверх края которого должны быть под конец залиты в сталь. Здесь увеличивающие жесткость средства преследуют, следовательно, особую цель: предохранить, эти выступа1ощие края от изгиба и обеспечить правильную сварку вкладыша вплоть до краев. Края 7 вкладыша соответственнь1м образом поднимаютс целью достижения более тесной и совершенной сварки, вкладыш а со стальной оболочкой.
В качестве распорок 6, простые негнущиеся и несжимающиеся стержни в. данном случае не пригодны, так как полная жесткость распорки повлекла бы за собой разрыв стальной оболочки., подвергающейся усадке. По этому предусмотрены распорки в, форме пруншнящих металлических полос или бугелей.
Вместо бронзы и стали этим способом могут быть сварены также и другие сплавы, употребляемые для изготовления вкладышей и нуждающиеся в армировании металлом повышенной крепости.
Предмет патента.
Способ армировки бронзовых вкладышей сталью, отличающийся тем, что с целью достижения возможно полного сваривания вкладыша со стальной оболочкой литник выполняют в виде, расположенного вдоль формы, канала 3 с поперечными, охватывающими форму наподобие скоб каналами 8, а самый вкладь ш снабжают эластичными или пружиняц;ими распорками б. к патенту ин-ной фирмы „Железные н стальные заводы Вальтера Пейннгауза Д1 33049
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллическойОТлиВКи | 1968 |
|
SU835626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| Способ и устройство для получения отливок из трудноплавких карбидов тяжелых металлов | 1925 |
|
SU25930A1 |
| Горелка для сжигания газообразного топлива в шахтной печи, преимущественно для термической обработки минералов в гранулированной форме | 2020 |
|
RU2766115C2 |
| ПУЛЯ ДЛЯ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2012 |
|
RU2516879C1 |
| Литейный стержень | 1980 |
|
SU900962A1 |
| Форма для отливки изложниц | 1932 |
|
SU34116A1 |
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Влагозащищенный электрический силовой кабель | 1980 |
|
SU1085522A3 |
17 Ф V
фиг 2
,ФИГ4
-
-
Q3
-tzf-tzfi

