1
Изобретение относится к производству биметаллических литых изделий ,и может найти широкое применение в Литейных цехах предприятий, производящих биметаллические детали, например запорную арматуру.
Известен способ армировки бронзовых вкладышей сталью, при котором расплавленный металл подают непосредственно на помещенный в литейную форму бронзовый вкладыщ, выполненный из более легкоплавкого металла, чем заливаемый металл, причем подачу расплавленного металла осуществляют через щироко разветвленную литниковую систему с несколькими рядами каналов большего сечения, заранее расчитанную так, чтобы бронзовый вкладыш по возможности мгновенно схватывался со всех сторон оболочкой из расплавленного заливаемого металла, для предотвращения перемещения материала вкладыша с заливаемым металлом, а также для того, чтобы стягивающие усилия, возникающие при остывании отливки, содействовали лучшей свариваемости .
Для лучшей свариваемости краев вкладыша с телом отливки вкладыщ снабжен эластичными пружинящими распорками.
К недостаткам известного способа относятся: низкое качество соединения армирующего элемента и отливки при сопряжении по плоским поверхностям, выраженное в отслоении армирующего элемента, а также появлении рыхлот, пор и раковин в металле армирующего элемента.
Установка эластичных пружинящих распорок для улучшения свариваемости усложняет крепление элемента в литейной форме.
Цель изобретения - повышение качества соединения.
Указанная цель достигается тем, что после расплавления вставки и кристаллизации залитого сплава литейную форму переворачивают на 180°.
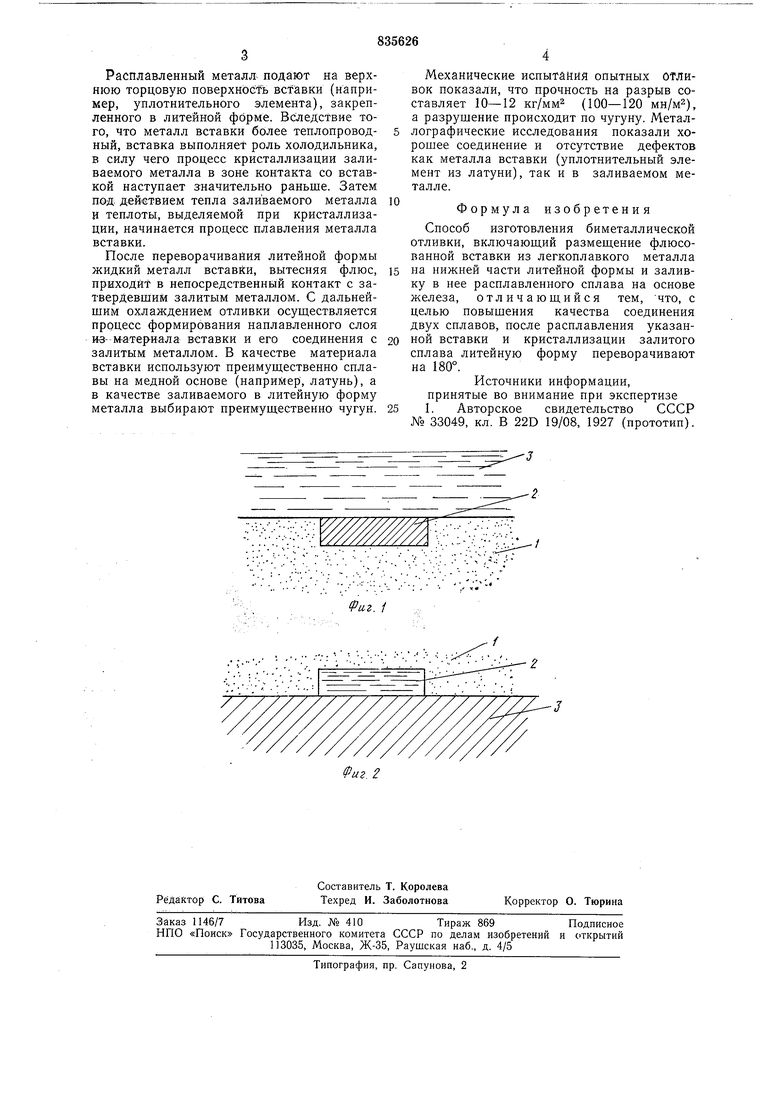
На фиг. 1 представлена схема размещения армирующей вставки в литейной форме; на фиг. 2 - то же, после переворачивания литейной формы на 180°.
Перед заливкой в литейную форму 1 помещают вставку 2, например уплотнительный элемент, выполненный из более легкоплавкого металла, чем заливаемый металл 3. Уплотнительный элемент предварительно покрывают тонким слоем флюса (например, буры) для химической очистки зоны контакта заливаемого металла с уплотнительным элементом от окислов и загрязнений. Расплавленный металл подают на верхнюю торцовую поверхность вставки (например, уплотнительного элемента), закрепленного в литейной форме. Вследствие того, что металл вставки более теплопроводный, вставка выполняет роль холодильника, в силу чего процесс кристаллизации заливаемого металла в зоне контакта со вставкой наступает значительно раньше. Затем под. действием тепла заливаемого металла И теплоты, выделяемой при кристаллизации, начинается процесс плавления металла вставки. После переворачивания литейной формы жидкий металл вставки, вытесняя флюс, приходит в непосредственный контакт с затвердевшим залитым металлом. С дальнейшим охлаждением отливки осушествляется процесс формирования наплавленного слоя из--м-ате| иала вставки и его соединения с залитым металлом. В качестве материала вставки используют преимущественно сплавы на медной основе (например, латунь), а в качестве заливаемого в литейную форму металла выбирают преимушественно чугун. Механические испытания опытных ОТЛивок показали, что прочность на разрыв составляет 10-12 КГ/ММ2 (100-120 мн/м2), а разрушение происходит по чугуну. Металлографические исследования показали хорошее соединение и отсутствие дефектов как металла вставки (уплотнительный элемент из латуни), так и в заливаемом металле. Формула изобретения Способ изготовления биметаллической отливки, включающий размещение флюсованной вставки из легкоплавкого металла на нижней части литейной формы и заливку в нее расплавленного сплава на основе железа, отличающийся тем, что, с целью повышения качества соединения двух сплавов, после расплавления указанной вставки и кристаллизации залитого сплава литейную форму переворачивают на 180°. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 33049, кл. В 22D 19/08, 1927 (прототип).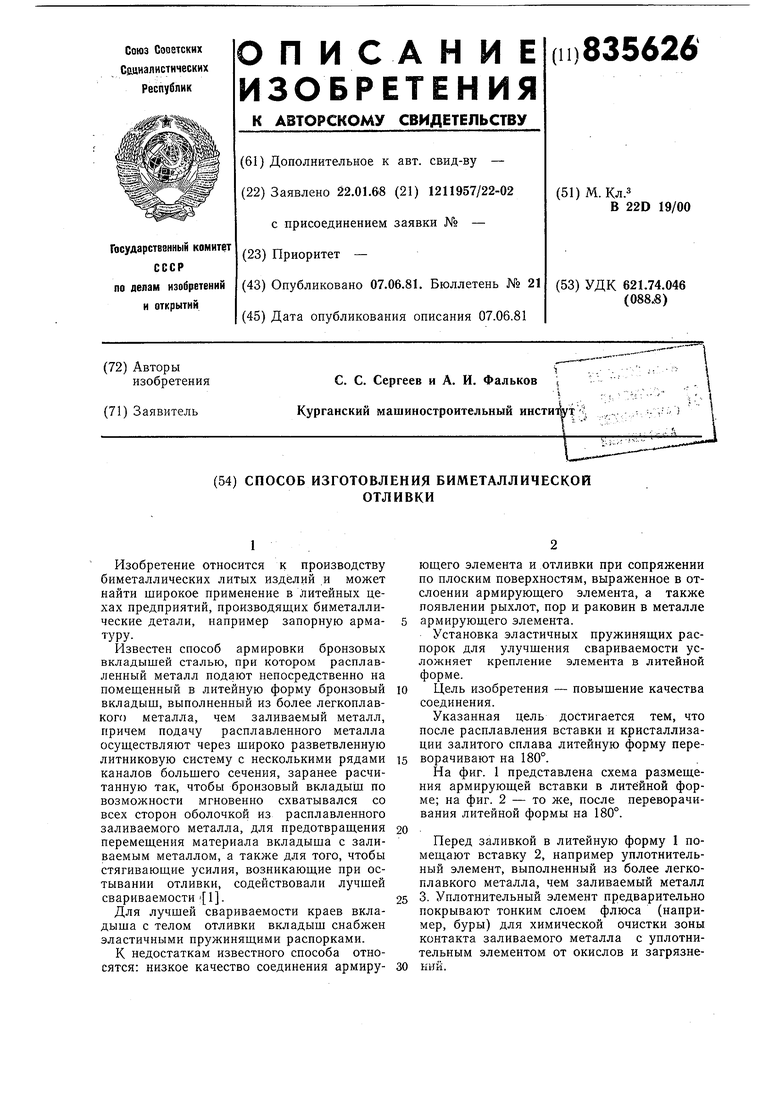
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1982 |
|
SU1101329A1 |
| Армирующая вставка | 1982 |
|
SU1052327A1 |
| Способ изготовления биметаллическойОТлиВКи | 1972 |
|
SU835627A1 |
| Способ центробежного литья биме-ТАлличЕСКиХ зАгОТОВОК | 1979 |
|
SU806241A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Способ центробежного литья биметаллических заготовок под шлаком | 1974 |
|
SU469531A1 |
| Способ изготовления армированных отливок | 1981 |
|
SU1044423A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
