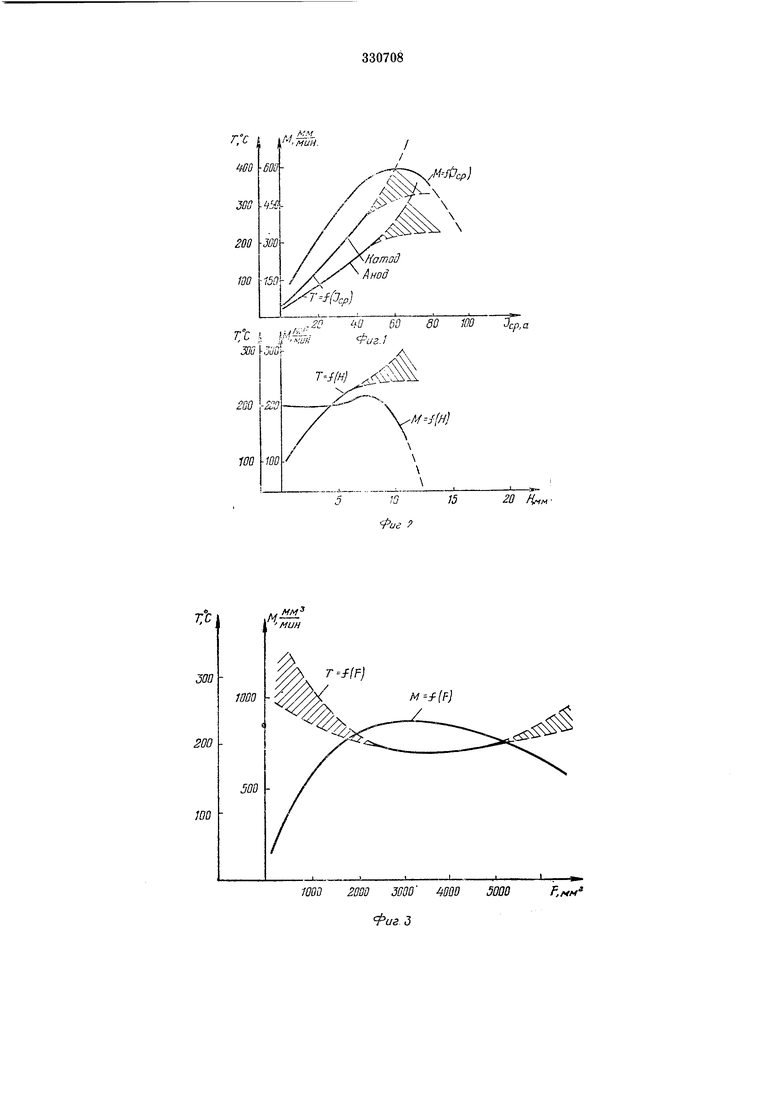
Изобретение относится к области электроэрозионной обработки токопроводящих материалов, применяемой в различных областях машиностроения. При такой обработке очень важно автоматическое регулирование параметров процесса, позволяющее получить оптимальную производительность. Известны способы электроэрозионной обработки, при которых осуществляют экстремальное регулирование параметров процесса, используя для этого в качестве критерия различные меняющиеся величины, например площадь обработки. Однако при этом способе не все факторы, влияющие на процесс, учитываются выбранным критерием. Предлагаемый способ позволяет осуществить экстремальное регулирование режимов при закономерном или случайном изменении целого ряда внешних условий: формы, площади и глубины обработки, степени загрязненности и температуры рабочей среды и т. д. Для этого в качестве критерия регулирования предложено использовать температуру наиболее нагретых участков электродов, либо функционально связанную с ней среднюю температуру, которую поддерживают в интервале, обеспечивающем пузырчатое кипение рабочей жидкости в межэлектродном зазоре. щие возможность использования температуры наиболее нагретых участков электродов в качестве критерия регулирования режимов обработки. На фиг. 1 представлена зависимость производительности процесса М и температуры Т наиболее нагретого участка рабочей поверхности стального катода и медного анода от значения среднего тока /ср.; на фиг. 2 и 3 - зависимости температуры Т и производительности М от глубины Я и площади F обработки соответственно. Как видно из зависимостей jW f(/cp.) и T f(/cp.) (см. фиг. 1) при F consi увеличение /ср. до определенного значения приводит к почти пропорциональному увеличению и Т и М. Дальнейщее увеличение /ср. приводит к увеличению Т сверх допустимого значения и резкому снижению производительности. Объменяется это явление следующим образом. Характер кипения рабочей жидкости в зазоре зависит от температуры поверхностей электродов, скорости течения жидкости в зазоре и от ее свойств. Образующаяся в результате кипения парогазовая смесь вместе с газовыми пузырями от разрядов заполняет зазор. Максимальной производительности М процесса соответствует определенное соотношение парогазовой и жидкой фаз в зазоре. Оптимальное соотношение имеет место при пузырчатом кипении. Например, в случае, когда в качестве рабочей жидкости взято масло «Индустриальное 12, интервал температур, обеспечивающих пузырчатое кипение, равен 250- 350°С. При дальнейшем увеличении тока характер кипения жидкости в зазоре меняется: оно становится пленочным, доля парогазовой составляющей возрастает, это приводит к уменьшению числа рабочих импульсов и, как следствие, к снижению производительности процесса. Кроме того, при пленочном кипении резко уменьшается коэффициент теплоотдачи, а следовательно, и интенсивность теплообмена, в связи с чем рабочие поверхности электродов еще больше перегреваются.
Измецение условий теплообмена влияет также на характер зависимостей (H) на фиг. 2 и (F) на фиг. 3.
Увеличение площади F обработки при постоянном значении рабочего тока приводит к возрастанию теплового потока, идущего на нагрев электродов.
Увеличение площади и глубины обработки приводит к увеличению гидравлического сопротивления тракта эвакуации продуктов эрезии, при этом скорость течения рабочей жидкости уменьшается, образуются застойные зоны, в которых скапливаются продукты эрозии. Это приводит к локализации разрядов в данной зоне, т. е. к увеличению нагрева электродов, а уменьшение скорости жидкости в указанной зоне приводит к уменьшению коэффициента теплоотдачи.
Следовательно, для поддержания температуры рабочих поверхностей электродов в интервале, обеспечивающем пузырчатое кипение рабочей жидкости, необходимо менять тепловой поток, идущий на нагрев электродов, что достигается раздельным или совместным регулированием параметров импульсов тока и напряжения источника питания. Увеличивают средний ток при непрерывном или дискретном увеличении коэффициента теплоотдачи, для чего, например, при заданных амплитуде и длительности импульсов разрядного тока изменяют паузы между импульсами, либо между группами импульсов, либо число импульсов в группе. При этом увеличение коэффициента теплоотдачи быть достигнуто регулированием скорости прокачивания рабочей жидкости через зазор, либо скорости течения жидкости, охлаждающей внутреннюю полость электродов. Таким образом, способ эрозионной обработки с экстремальным регулированием режимов в функции температуры наиболее нагретых участков электродов позволяет учесть все многообразие явлений в межэлектродном зазоре и получить максимально возможную производительность процесса для данной технологической системы (станок, генератор, регулятор, рабочая среда и т. д.).
Предмет изобретения
1. Способ электроэрозионной обработки, например прошивки, с экстремальным регулированием параметров процесса, отличающийся тем, что в качестве критерия регулирования используют температуру наиболее нагретых участков электродов, либо функционально связанную с ней среднюю температуру, которую поддерживают в интервале, обеснечивающем пузырчатое кипение рабочей жидкости и межэлектродном зазоре, посредством изменения теплового потока, идущего на нагрев электродов, и условий теплообмена в межэлектродном зазоре.
2.Способ по п. I, отличающийся тем, что для изменения теплового потока параметры импульсов тока и напряжения источника питания регулируют раздельно.
3.Способ по п. 1, отличающийся тем, что для изменения теплового потока указанные параметры регулируют совместно.
4.Способ по пп. 1-3, отличающийся тем, что регулирование указанных параметров при заданных амплитуде и длительности импульсов разрядного тока осуществляют изменением науз между импульсами.
5.Способ по пп. I-3, отличающийся тем, что регулирование указанных параметров при заданных амплитуде и длительности импульсов разрядного тока осуществляют изменением пауз между группами импзльсов.
6.Способ по нп. 1-3, отличающийся тем, что регулирование указанных параметров при заданных амплитуде и длительности импульсов разрядного тока осуществляют изменением числа импульсов в группе.
7.Способ по п. 1, отличающийся тем, что изменение условий теплообмена в межэлектродном зазоре осуществляют путем изменения коэффициента теплоотдачи, для чего регулируют скорости прокачивания рабочей жидкости в межэлектродном зазоре и жидкости, охлаждающей внутреннюю поверхность электродов.
мин.
Натод Анод
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| Устройство для размерной электрической обработки | 1988 |
|
SU1682063A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКОЙ ДЕТАЛИ НА АВТОМАТИЗИРОВАННОМ ВЫРЕЗНОМ СТАНКЕ С СИСТЕМОЙ ЧПУ | 2015 |
|
RU2598022C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU347152A1 |
| Способ экстремального регулирования процесса электроэрозионной обработки | 1984 |
|
SU1301594A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электроэрозионной обработки | 1987 |
|
SU1583235A1 |
| Способ электроэрозионной обработки | 1973 |
|
SU505552A1 |
| СПОСОБ СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА ПРИ ЭЛЕКТРОЭРОЗИОННОМ ПРОФИЛИРОВАНИИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПОМОЩЬЮ АВТОМАТИЧЕСКОГО ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА ПОДАЧИ ЭЛЕКТРОДА | 2011 |
|
RU2486037C2 |
| Способ управления процессом электроэрозионной обработки | 1985 |
|
SU1289636A1 |
,0ад 65 80 100
Т°Г I r :ti---(
г fr-A/i 9 г./ Ж I-ЛЖ
.
2т
ко
L/
т
Jcp.a
20
15
ij fue
