1
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается электроэрозионной обработки токопроводящих материалов.
Целью изобретения является повышение производительности и повышение качества обработанной поверхности.
Повышение производительности и качества обработанной поверхности обеспечивается постоянным контролем статистики распределения амплитуд импульсов тока и настройкой на режим, при котором экспериментальное распределение амплитуд тока имеет наибольший максимум.
20
На фиг. 1 представлено распределение 15 плотности вероятности амплитуд импульсов тока при электроэрозионной обработке; на фиг. 2 - кривые плотности вероятности амплитуд импульсов тока при изменении настройки регулятора подачи.
Плотность вероятности амплитуд обозначают через Р, по оси абсцисс откладывают отношение амплитуды тока в импульсе I к максимальной амплитуде 1ма.кс (фиг. 1).
Экспериментально установлено, что при электроэрозионном вырезании электродом- проволокой на установках с тиратронным генератором импульсов наблюдается суш,е- ственный разброс значений амплитуд импульсов разрядного тока при неизменном значении среднего тока через межэлектродный промежуток. На фиг. 1 представлена кривая плотности вероятности, амплитуд импульсов тока, полученная в реальных условиях обработки. В распределении присутствуют импульсы от нулевой до максимально возмож
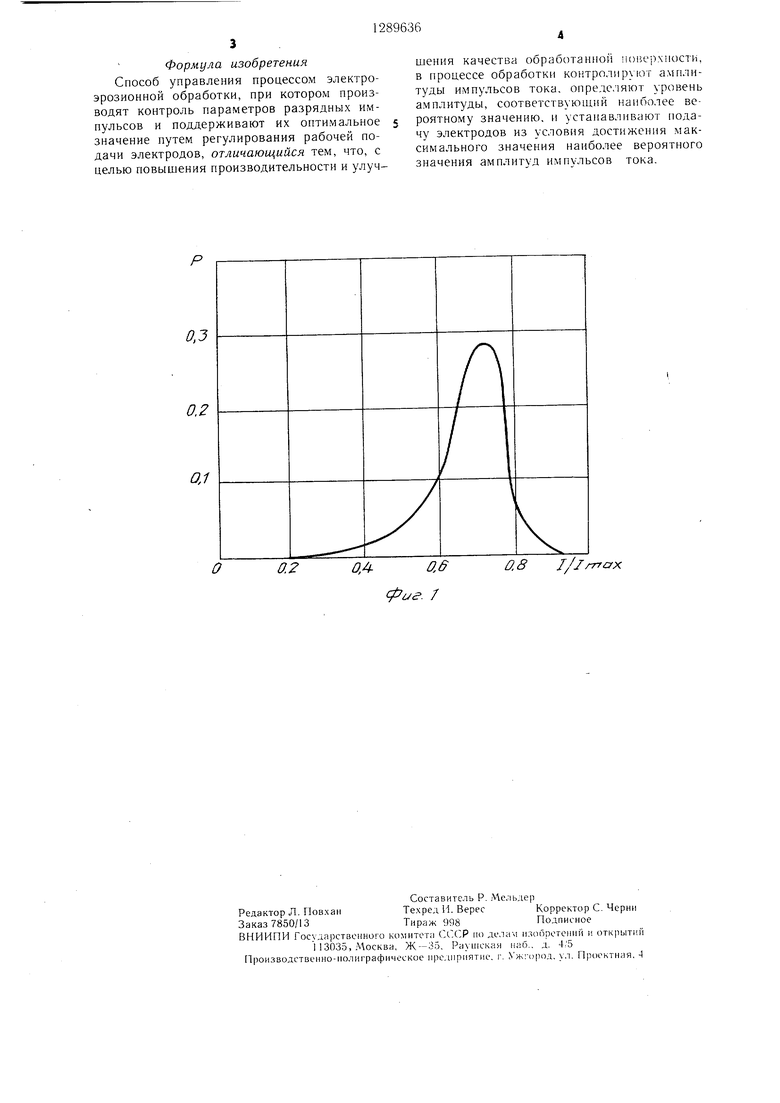
тигается максимум скорости съема, которому соответствует максимум интенсивности импульсов с наиболее вероятным значением амплитуд (кривая 3). Одновременно с этим формируется второй максимум на кривой распределения, интенсивность которого существенно, более чем на порядок, меньше интенсивности основного максимума. Данный второй максимум соответствует случайным импульсам короткого за.мыкания, воз- пикающим при стабильном протекании процесса обработки. Дальнейшее увеличение подачи приводит к снижению скорости съема за счет резкого увеличения интенсивности максиму.ма, соответствующего импульсам короткого замыкания, которые имеют уже не случайный характер и вызывают нарушения стабильности процесса обработки (кривая 4). Интенсивность разрядов с наиболее вероятным значением амплитуд тока уменьшается. Происходит как бы перераспределение общего числа разрядов между двумя максимумами.
25
30
Таким образом, контроль интенсивности наиболее вероятного значения амплитуд и.м- пульсов тока позволяет однозначно определить подачу, обеспечивающую макси.мум скорости съема без потери стабильности обработки.
Способ осуществляют следующи.м образом.
Используют электроэрозионную установку, оснащенную дополнительно анализатором амплитуд тока. На заданном режи.ме изменением настройки регулятора подачи добиваются стабильного протекания обраной амплитуды для данного режима. Кривая „ ботки. Скорость съема при этом может отраспределения несимметрична и среднее значение амплитуд тока не совпадает с наиболее вероятным значе ;ием амплитуды. Производительность электроэрозионной обработки тем больше, чем больше в распределении амплитуд импульсов, имеющих наибольшую амплитуду и обеспечивающих наибольший съем в импульсе.
На фиг. 2 приведены кривые плотности вероятности амплитуд импульсов тока при различной настройке регулятора подачи. При малой подаче регулятор поддерживает относительно большое значение среднего межэлектродного зазора. Число импульсов, способных вызвать пробой данного зазора, мало, поэтому невелика интенсивность разрядов с амплитудой тока, соответствуюн,ей наиболее вероятному значению (кривая ). При этом мала и скорость съема. При увеличении подачи средняя величина межэлектродного зазора уменьшается, одновременно растет интенсивность импульсов, соответствующих наиболее вероятному значению амплитуд (кривая 2). Скорость съема также растет. При некотором значении подачи дос40
45
личаться от максима.льно возможной для дан ного режима.
С помощью анализатора амплитуд определяют наиболее вероятное значение амплитуд, например, по номеру канала анализатора, .в которо.м наблюдается макси.мальное число импульсов.
В процессе обработки регулируют подачу так, чтобы получить увеличение максимального значения наблюдаемой кривой распределения амплитуд, например, добиваясь попадания максимального числа и.мпульсов в канал апализатора, в котором наблюдается наибольшее число и.мпульсов.
В результате выравнивается энергия им- 50 пульсов, большинство и.мпульсов имеет максимальную энергию, чем повышаются качество поверхности и производительность.
Предлагаемый способ повьццает также качество обработанной поверхности и за счет устранения воздействия на нее импульсов короткого за.мыкания, что способствует стабилизации уровня остаточных напряжений в обработанной поверхности.
55
тигается максимум скорости съема, которому соответствует максимум интенсивности импульсов с наиболее вероятным значением амплитуд (кривая 3). Одновременно с этим формируется второй максимум на кривой распределения, интенсивность которого существенно, более чем на порядок, меньше интенсивности основного максимума. Данный второй максимум соответствует случайным импульсам короткого за.мыкания, воз- пикающим при стабильном протекании процесса обработки. Дальнейшее увеличение подачи приводит к снижению скорости съема за счет резкого увеличения интенсивности максиму.ма, соответствующего импульсам короткого замыкания, которые имеют уже не случайный характер и вызывают нарушения стабильности процесса обработки (кривая 4). Интенсивность разрядов с наиболее вероятным значением амплитуд тока уменьшается. Происходит как бы перераспределение общего числа разрядов между двумя максимумами.
Таким образом, контроль интенсивности наиболее вероятного значения амплитуд и.м- пульсов тока позволяет однозначно определить подачу, обеспечивающую макси.мум скорости съема без потери стабильности обработки.
Способ осуществляют следующи.м образом.
Используют электроэрозионную установку, оснащенную дополнительно анализатором амплитуд тока. На заданном режи.ме изменением настройки регулятора подачи добиваются стабильного протекания обра
личаться от максима.льно возможной для дан ного режима.
С помощью анализатора амплитуд определяют наиболее вероятное значение амплитуд, например, по номеру канала анализатора, .в которо.м наблюдается макси.мальное число импульсов.
В процессе обработки регулируют подачу так, чтобы получить увеличение максимального значения наблюдаемой кривой распределения амплитуд, например, добиваясь попадания максимального числа и.мпульсов в канал апализатора, в котором наблюдается наибольшее число и.мпульсов.
В результате выравнивается энергия им- пульсов, большинство и.мпульсов имеет максимальную энергию, чем повышаются качество поверхности и производительность.
Предлагаемый способ повьццает также качество обработанной поверхности и за счет устранения воздействия на нее импульсов короткого за.мыкания, что способствует стабилизации уровня остаточных напряжений в обработанной поверхности.
Формула изобретения Способ управления процессом электроэрозионной обработки, при котором производят контроль параметров разрядных импульсов и поддерживают их оптимальное значение путем регулирования рабочей подачи электродов, отличающийся тем, что, с целью повышения производительности и улучшения качества обработанной поверхности, в процессе обработки контролируют амплитуды импульсов тока, определяют уровень амплитуды, соответствующий наиболее вероятному значению, и устанавливают подачу электродов из условия достижения максимального значения наиболее вероятного значения амплитуд ИМПУЛЬСОВ тока.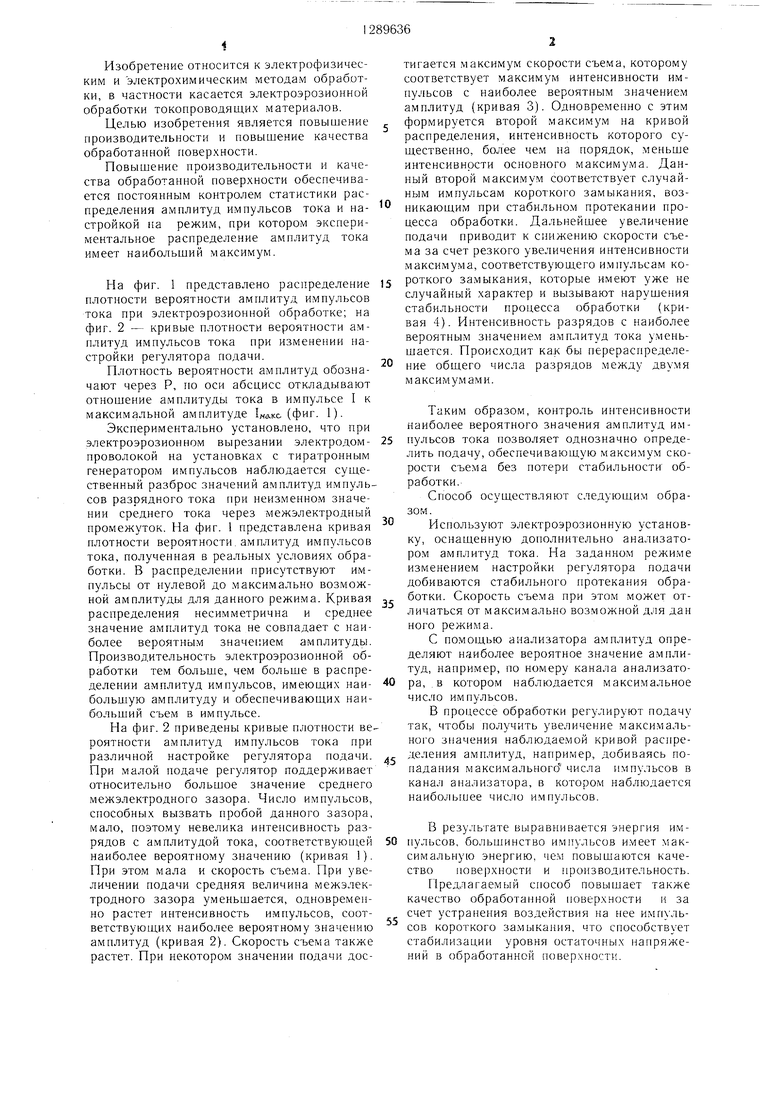
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электрохимического шлифования | 1987 |
|
SU1590237A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU346082A1 |
| Способ экстремального регулирования процесса электроэрозионной обработки | 1984 |
|
SU1301594A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1996 |
|
RU2104833C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Способ электроэрозионной обработки внутренних цилиндрических поверхностей | 1986 |
|
SU1407712A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается способов оптимального управления процессом электроэрозионной обработки, в которых путем выбора подачи по наблюдаемому электрическому параметру регулируют производительность обработки. Целью изобретения является повышение производительности обработки и качества обработанной поверхности за счет использования статистических критериев распределения амплитуд импульсов тока для оптимального регулирования. На чертеже представлены графики плотности вероятности распределения амплитуд импульсов по разным уровням, полученные экспериментально. Графики соответствуют разным значениям подачи электрода. Существует кривая 3, имеющая максимальный уровень наиболее вероятного значения. Настройка на максимальный уровень наиболее вероятного значения выполняется путем регулирования подачи электродов. Настройка на максимальный уровень наиболее вероятного значения обеспечивает повышение производительности и качества поверхности, так как амплитуды имеют меньший разброс, а за счет несимметричной формы кривой распределения амплитуд настройка, на наиболее вероятное значение обеспечивает получение импульсов с большой амплитудой по сравнению с настройкой по среднему значению. 2 ил. о О) ю ас со 05 со О5 I/1 /-ггак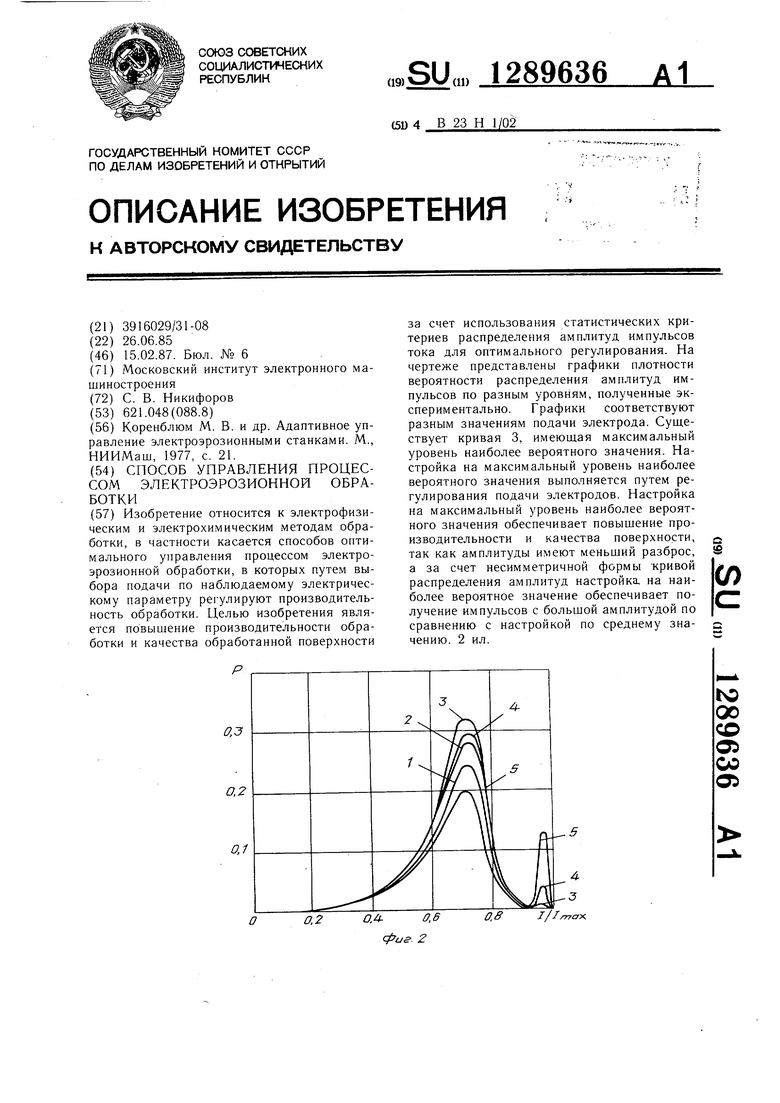
0.2
0,1
I/Jrrrax
| Коренблюм М | |||
| В | |||
| и др | |||
| Адаптивное управление электроэрозионными станками | |||
| М., НИИМаш, 1977, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
