Изобретение касается области строительства трубонроводов.
Известен способ сварки враструб тер.мопластичных труб, нри котором трубы нагревают нагревательным эле: 1ентом и перемещают в осевом нанравленнН относнтельно друг друга.
Предлагаемый способ отличается тем, что на свариваемы.х повер.хностя.х труб выполняют коннческпе фаски, обеспечивая при этом разогрев свариваемых повер.хностей рядо.м с фасками, причем взаимное неремещенне труб осупдествляют до установкн фасок против зоны разогрева ответной детали.
Это позволяет увеличить прочность сварного соединения за счет увеличення площади контакта свариваемых заготовок.
Предлагаемый способ нллюстрируется чертежо.м.
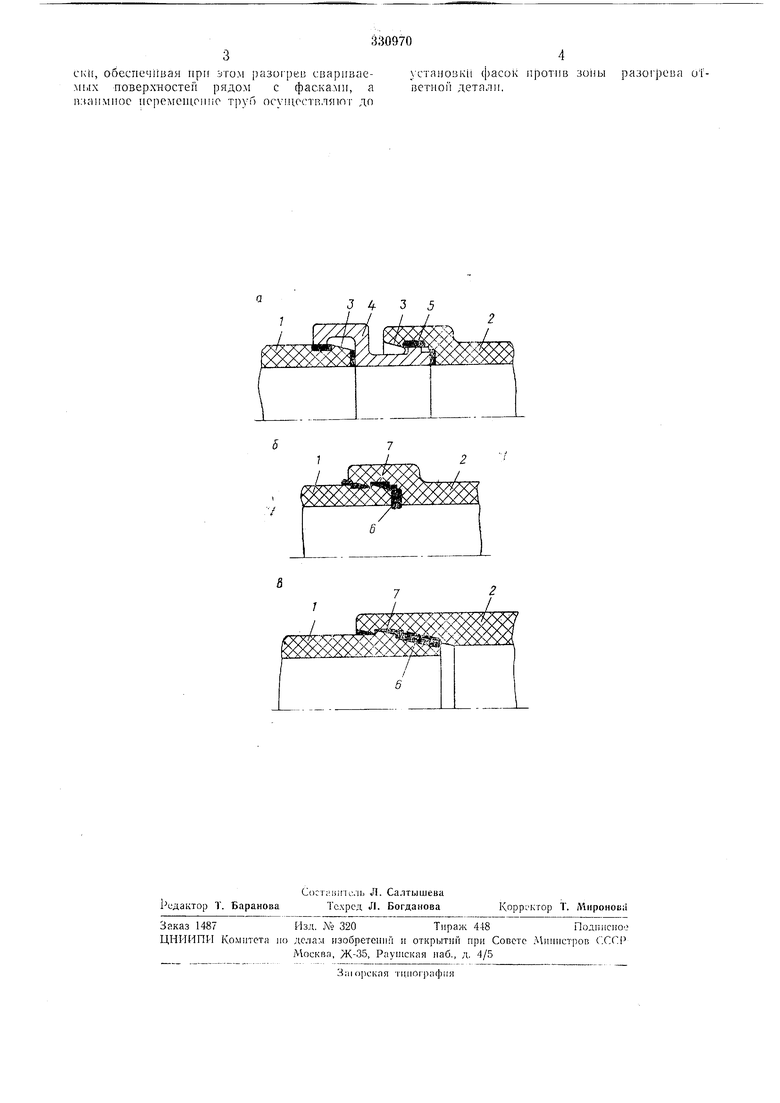
Детали / и 2, соединяемые, например, между собой сваркой встык, имеют нредварительно выполняемые механическим иуте.лг заходные фаски 3 (обычно под угло.м 5-10°); наружную -на гладко.м конце детали, и внутреннюю - на раструбной части другой детали При этом внутренинй диаметр раструба должен быть немного меньше (при.мерно на высоту фаски 5) наружного днаметра гладкого конца. При надвигании нагревательное приснособлешге 4 специальной формы одновременно с нагревом торцов деталей (с.м. чертеж, и) на этом приснособленни выполняют нагрев наружной кольцевой зоны, на шлрнне, равной длине фаски, на деталн / н внутренней кольцевой зоне 5 того же размера на детали 2. После нагрева в течение определенного времени детали соединяют торцовыми поверхностями друг с друго.м, с образованием сварного щва 6 (см. чертеж, б). При осевом
перемещении заготовок нагретые кольцевые зоны на цилиндрических поверхностях деталей заходят друг за друга, заходные фаски, на.ходящнеся в твердом состоянин, отсекают и выдавливают нагретый материал кольцевых зон в обе стороны от лннии 7, образуя замковые соединения «елочного типа и заполняя нмеющиеся пустоты в этой зоне.
Аналогичным oбpaзo можно выполннть сварное соединение в косой стык 1лп конический раструб (см. чертеж, в).
П р е д л е Т изобретения
Способ сварки термопластичных труб враструб, при котором трубы нагревают -нагревательньв элементом ii перемещают в осево.м направленни относ 1тельно друг друга, отличающийся тем, что, с целью повышения качества сварного соединения, на свариваемых поверхностях труб выполняют конические фаcKi(, ооеспечивая при этом разогреи свариваемых поверхностей рядом с фаска.ми, а ivKiiiMiioe перемещсппо труГ) осущестпляют дп
разогрева оТустановки (расок против зоны BCTHoii детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки термопластов в раструб | 1982 |
|
SU1077804A2 |
| Способ соединения трубы с муфтой из термопластов | 1984 |
|
SU1219403A1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| КОМПЛЕКТ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ДЛЯ СВАРКИ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА И СПОСОБ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ ТРУБ ИЗ СТРУКТУРИРОВАННОГО ПОЛИЭТИЛЕНА | 2004 |
|
RU2293656C2 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| ТЕРМОПЛАСТОВ врАструв | 1969 |
|
SU252586A1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ ТРУБ | 1996 |
|
RU2135880C1 |
| Способ сварки пластмассовых деталей | 1984 |
|
SU1235753A1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |