Известен токарный полуавтомат, имеющий установленную на станине шпиндельную бабку с патроном и направляющие для перемещения каретки суп-порта.
Предложенный полуавтомат отличается от известного тем, что направляющие продольной каретки суппорта по обеим сторонам щпиндельной бабки продолжены за плоскость вращения ее патрона, а каретка продольного суппорта имеет в плане П-образную форму и установлена на направляющих, охватывая щлиндельную бабку с обеих сторон.
Этот полуавтомат позволяет сократить занимаемую им производственную площадь и повысить удобство его обслуживания при сохранении жесткости конструкции.
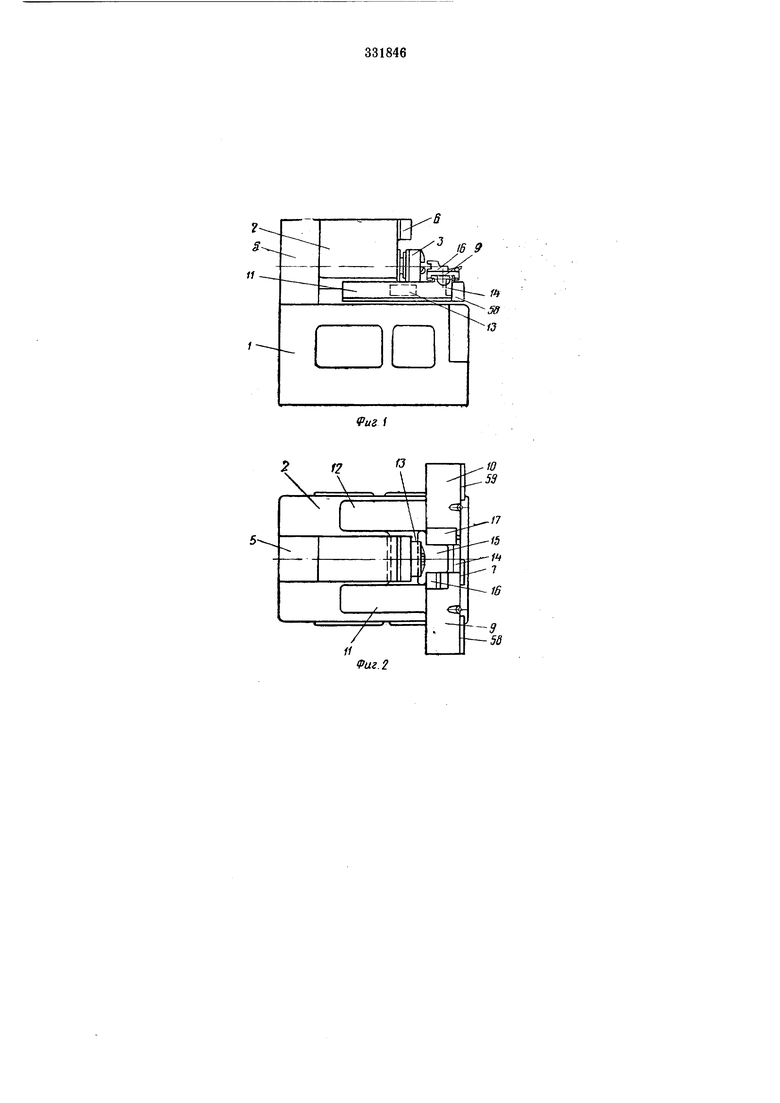
На фиг. 1 изображен описываемый полуавтомат, общий вид; на фиг 2 - то же, вид в плане; на фиг. 3 - кинематическая схема полуавтомата; на фиг. 4 - полуавтомат, вид спереди.
Основанием полуавтомата является станина 1 (фиг. 1), на которой установлены щпиндельная бабка 2 (фиг. 1, 2 и 4) с клиновым самоцентрирующим патроном 3 (фиг. 1 и 3), суппорт 4 (фиг. 4) и кожух 5 (фиг. 1 и 2), закрывающий механизмы .привода. На бабке 2 находится наладочный пульт 6 (фиг. 1 и 4), на суппорте 4 - главный пульт управления 7 (фиг. 2 и 4). В станине располагаются привод
шпинделя, транспортер струл-ски, системы смазки и охлаждения.
Супппорт состоит из продольной Н-образной каретки 8 (фиг. 4) и двух поперечных салазок 9 и W (фиг. 1, 2 и 4). Каретка установлена на двух плоских направляющих // и 2 (фиг. 1 и 2), охватывая бабку 2 с обеих сторон. Направляющие связаны между собой перемычками 13 и 14 (фиг. 2 и 1), образующими окно 15 (фиг. 2) для схода стружки. На поперечных салазках 9 и 10 устаиовлены резцедержавки 16 и 17 (фиг. 1, 2 и 4).
Привод шпинделя 18 (фиг. 3) состоит из электродвигателя 19, клиноременной передачи
20 и 21, коробки скоростей 22 и клиноремеиной передачи 23 и 24.
Механизм привода патрона 3 содерн ит гидроцилиндр 25, двуплечий рычаг 26 с роликами, расположенными в кольцевом -пазу муфты
27, ось 28, втулку 29 с тремя Т-образными клиновыми пазами 30 на ко}ще, три ползущки 31 с вмонтированными в них винтами 32 н кулачки 33.
В шпинделе 18 имеются два паза 34 для перемещенпя оси 28, на щпинделе находится
пружина 55 для поддерживания зажима при
двумя пазами 42 для регулирования упора 36 на определенную длину заготовки.
Привод поперечных салазок 9 и 10 осуществляется от гидроцилиндров 43, привод продольной каретки 8 - от гидропилиндра 44. Для регулировки кулачков 33 на определенный диаметр зажима на корпусе патрона 3 расположено зубчатое колесо 45, взаимодействующее с щестерней 46 винта 32.
Регулировка положения поперечных салазок производится посредством червячной пары 47 и винта 48 на щтоке гидроцилипдра 43. Привод системы управления поперечных салазок 9 и 10 содержит рычаг 49, тягу 50 и ползушку 51, на которой установлены кулачок (упор) 52 (фиг. 3 и 4) исходного положения поперечных салазок 9 и 10, кулачок (упор) 53 переключения с быстрого подвода на рабочую подачу поперечных салазок, кулачок (упор) 54 конца обработки, взаимодействующие соответственно с путевым переключателем 55, путевым золотником 56 и путевым переключателем 57.
Элементы автоматики расположены в коробках 58 и 55 (фиг. 1, 2, 4), установленных на продольной каретке. Каретка содержит регулируемые упоры 60 и 61 (фиг. 3) ограничения хода в продольном направлении, а па станине находятся соогветственно неподвижные упоры 62 и 63 и конечные переключатели 64 и 65.
Весь суппорт перемещается по двум плоским направляющим 66 и 67 (фиг. 4), закрепленным на станине.
Работа предлагаемого нолуавтомата рассматривается на лримере проточки шейки за два прохода. Заготовка вручную загружается в патрон 3 до соприкосновения с упором 36. Затем от гидроцилиндра 25 и пружины 55 осуществляется зажим заготовки кулачками 33. Гидроцилипдр 25 отключается для снятия осевых нагрузок на подшипники шпинделя 18 и рычаг 26. Зажим поддерживается в процессе работы только пружиной 35, так как сила трения покоя значительно больше силы
треиия движения в трущихся парах механизма патрона 3. Следует быстрый подвод поперечных салазок Р и /О к заготовке. По команде кулачков 54 и конечных переключателей
57 осуществляется рабочая подача всего суппорта в продольном направлении от гидроцилиндра 44. Происходит проточка шейки с двух сторон одновременно. В конце обработки упоры 61 и 63 совмещаются, а конечный переключатель 65 дает команду на быстрый отвод поперечных салазок 9 и /( и продольной каретки 5 до исходного положения, где посредством кулачков 52, упоров 60 и 62 Е конечных переключателей 55
и 64 происходят отключение гидроцилиндров 43 и 44 }1 торможение щпинделя.
С ломощью гидроцилиндра 25 через рычаг 26, подвижную муфту 27, ось 28, клиновую втулку 29, ползушки 31, винты 32 и кулачки
33 производится разжим обработанной заготовки. Пружина 35 при этом сжимается. От гидроцилиндра 37 осуществляется выталкивание заготовки на длину, необходимую для захвата. Переналадка на обработку шеек разных диаметров в данной конструкции сводится лишь к изменению положений поперечных салазок 9 и 10 посредством червячной пары 47. При обточке конуса и подрезке торца продольная каретка отключается. Обработка осуществляется поперечными салазками 9 и 10.
Предмет изобретения
Токарный полуавтомат для обработки концевых заготовок, имеющий установленную на
станине шпиндельную бабку с патроном и суппорт, отличающийся тем, что, с целью получения компактной конструкции при сохранении ее жесткости и повыщения удобства обслуживания, направляющие продольной каретки суппорта по обеим сторонам шпиндельной бабки продолжены за плоскость вращения ее патрона, а каретка продольного суп|ПОрта имеет в плане П-образную форму и установлена на направляющих, охватывая
шпиндельную бабку с обеих сторон.
77 W 4 Z6 5
5 53
$
59
.3

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный полуавтомат | 1974 |
|
SU567553A1 |
| Многопшиндельный автомат | 1938 |
|
SU63078A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Гибкий токарный модуль | 1987 |
|
SU1509228A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| СТАНОК-ПОЛУАВТОМАТ для СБОРКИ КОНЦЕВЫХ ПРИСОЕДИНЕНИЙ РЕЗИНОВЫХ РУКАВОВ11ДГЕ?!ТН6-ТЕХЙ8М?С»»1 | 1973 |
|
SU378329A1 |
| Станок для обработки вращающимся инструментом тел вращения | 1982 |
|
SU1114487A1 |
| Токарный станок | 1983 |
|
SU1135088A1 |

67
РигЛ
