Изобретение может найти применение при изготовлении деталей из ц-нлиндряческп.х заготовок, например изолирующих колец для трансформаторов.
Известны станки для изготовления деталей из цилиндрических заготовок, например изолирующих колец для трансформаторов, включающие станину, дисковую пилу, устройство для пневматического зажима и механизм подачи заготовок.
Цель изобретения - повышение производительности труда и улучшение качества изготовляемых деталей.
Достигается это тем, что механизм подачи снаблсен П-образным копиром, взаимодействующим с зубчатымп рейками, входящими в зацепление с шестерней вала механизма зажима.
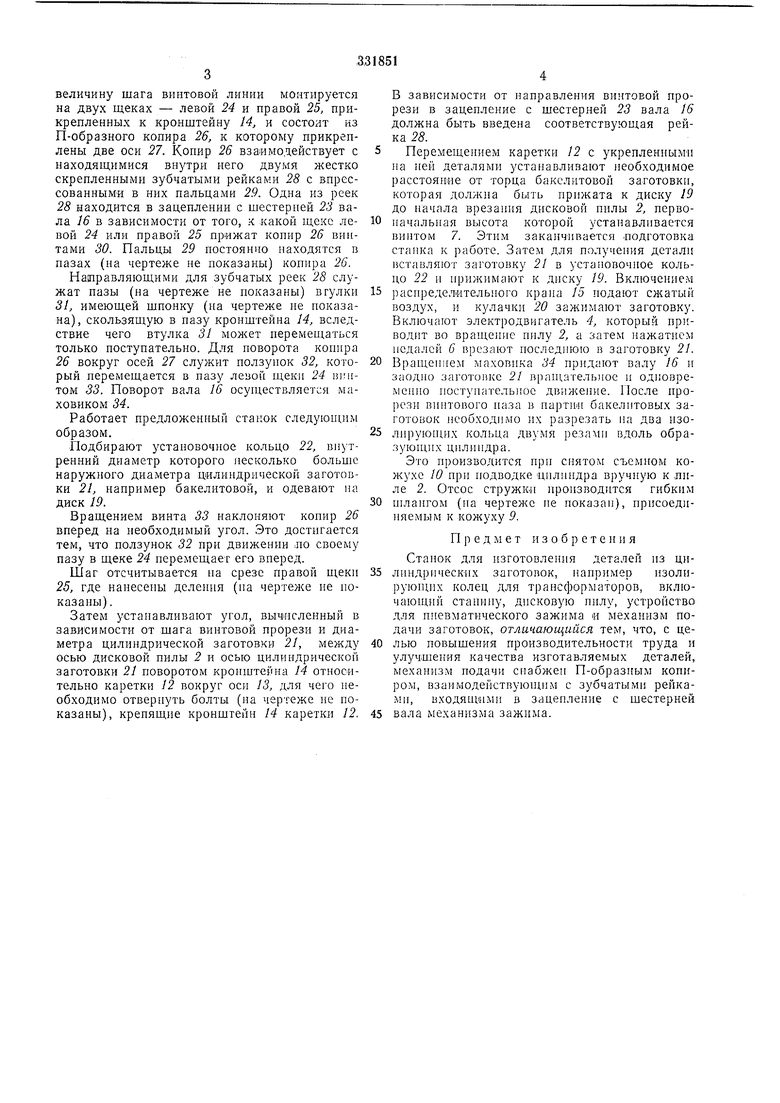
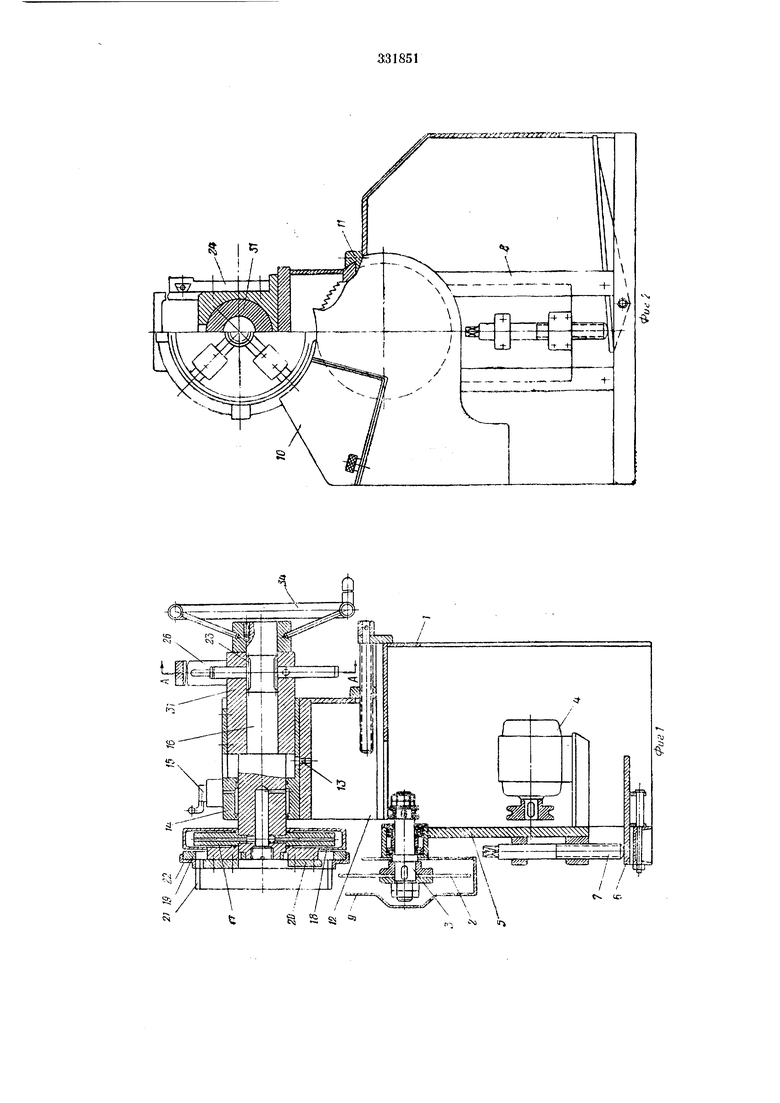
На фиг. 1 схематически изображено предложенное устройство, вид спереди в разрезе; на фиг. 2 - то же, вид сбоку; на фиг. 3 - механизм подачи заготовок, разрез по А-Л на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 3.
Станок для изготовления деталей из цилиндрических заготовок включает станину 1, дисковую пилу 2, укреиленную на шпинделе 3. Вращение на шпиндель передается от электродвигателя 4 через клиноременную передачу (на чертеже не показана). Шпиндель 3 и электродвигатель 4 смонтированы на ползуне
о, который перемещается при нажатии подалей 6 на установочный винт 7.
Ползун 5 перемещается вертикально по направляющим 8. К нему кренится кожух 9, а к кожуху 9 - съемный кожух 10.
К верхней части станины / крепятся направляющие II, но которым перемещается каретка 12. Верхняя плоскость каретк-и 12 имеет форму круга с угловыми делениями (иа чертеже не показаны), в центре которого запрессована ось 13, вокруг которой поворачивается кронштейн 14 с закрепленными па нем устройством для пневматического зажпма и механизмом подачи заготовок. Устройство для
пневматического зажима заготовок состоит из распределительного крана 15, через которьп поступает сжатый воздух внутрь вала 6 н далее - в щтоки 17, а затем давнт на цилиндры 18, которые перемещаются в пазах
(на чертеже не показаны) дпска 19.
К цилиндрам 18 крепятся кулачки 20, с помощью которых зажимается заготовка. Рабочие поверхности кулачков имеют резиновые обкладки (на чертеже не показаны). Иентрируется цилиндрическая заготовка 2 по наружному диаметру в одеваемом на днск 19 установочном кольце 22 соответствующего диаметра. На валу 16 нарезаны эвольвентные зубьявеличину шага винтовой линии монтируется на двух щеках - левой 24 и правой 25, прикрепленных к кронштейну 14, и состоит нз П-образного копира 26, к которому прикреплены две оси 27. Копир 26 взаимодействует с находяш,имися внутри пего двумя жестко скрепленными зубчатыми рейками 28 с впрессованными в них пальцами 29. Одна из реек 28 находится в зацеплении с шестерней 23 вала 16 в зависимости от того, х какой щеке левой 24 или правой 25 прижат копир 26 винтами 30. Пальцы 29 постоянно находятся в пазах (на чертеже не показаны) копира 26.
Направляющими для зубчатых реек 28 служат пазы (на чертеже не показаны) в гулки 31, имеющей шпонку (на чертеже не показана), скользящую в пазу кронштейна 14, вследствие чего втулка 31 может перемещаться только поступательно. Для поворота копира 26 вокруг осей 27 служит ползунок 32, который перемещается в пазу левой щеки 24 ипптом 33. Поворот вала 16 осуществляется маховиком 34.
Работает предложенный станок следуюни1м образом.
Подбирают установочное кольцо 22, внутренний диаметр которого несколько больше наружного диаметра цилиндрической заготовки 21, например бакелитовой, и одевают на диск 19.
Вращением винта 5с наклоняют копир 26 вперед на необходимый угол. Это достигается тем, что ползунок 32 при движении ло своему пазу в щеке 24 перемещает его вперед.
Шаг отсчитывается на срезе правой щеки 25, где нанесены деления (на чертеже не ноказаны).
Затем устанавливают угол, вычисленный в зависимости от шага винтовой прорези и диаметра цилиндрической заготовки 21, между осью дисковой пилы 2 и осью цилиндрической заготовки 21 поворотом кронштейна 14 относительно каретки 12 вокруг оси 13, для чего необходимо отвернуть болты (на чертеже не показаны), крепящие кронштейн 14 каретки 12.
В зависимости от направления винтовой прорези в заценление с шестерней 23 вала 16 должна быть введена соответствуюп ая рейка 28.
Перемещением каретки 12 с укрепленными на ней деталями устанавливают необходимое расстояние от торца бакелитовой заготовки, которая должна быть прижата к диску 19 до начала врезания дисковой пилы 2, первоначальная высота которой устанавливается винтом 7. Этим заканчивается подготовка станка к работе. Затем для по.тучения детали вставляют заготовку 21 в установочное кольцо 22 и ирижимают к диску 19. Включением
распределительного крана 15 подают сжатый воздух, и кулачки 20 зажимают заготовку. Включают электродвигатель 4, который приводит во вращение пилу 2, а затем нажатием педалей 6 врезают носледнюю в заготовку 21.
Вращением маховика 34 иридают валу 16 и заодно заготовке 21 вранителыюе и одновременно постунательное движение. После прорези винтового паза в партии бакелитовых заготовок необходимо их разрезать на два изолируюниьх кольца двумя резами вдоль образуюигих цилиндра.
Это производится ири снятом съемном кожухе 10 прн нодводке цнлиндра вручную к лиле 2. Отсос стружки производится гибким
И1лаигом (на чертеже не показан), присоединяемым к кожуху 9.
Предмет изобретения
Станок для изготовления деталей нз цилиндрических заготовок, наиример изолиpyK)Huix колец для трансформаторов, включаюнгий станину, дисковую ннлу, устройство для пневматического зажима и механизм подачи заготовок, отличающийся тем, что, с целью повышения производительности труда и улучшения качества изготавляемых деталей, механизм подачи снабжен П-образным копиром, взаимодействуюн1им с зубчаты.ми рейками, ВХОДЯН1ИМИ в заценление с шестерней вала механизма зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Станок для автоматической распиловки клавиатурного щита в производстве пианино и роялей | 1961 |
|
SU144391A1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1988 |
|
SU1576912A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2074813C1 |
| Ленточнопильный станок | 1986 |
|
SU1397284A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| ШВЕЙНОМУ ПОЛУАВТОМАТУ | 1966 |
|
SU185685A1 |
Ni ITj
I
«Pd/a
Фиг. 3
