Изобретение относится к технологическому оборудованию для изготовления дистанционных реек индукционных аппартов и может быть использова но в электротехнической промышленности.
Цель изобретения - повышение производительности путем непрерывного изготовления реек из листового мате- риала и упрощение конструкции.
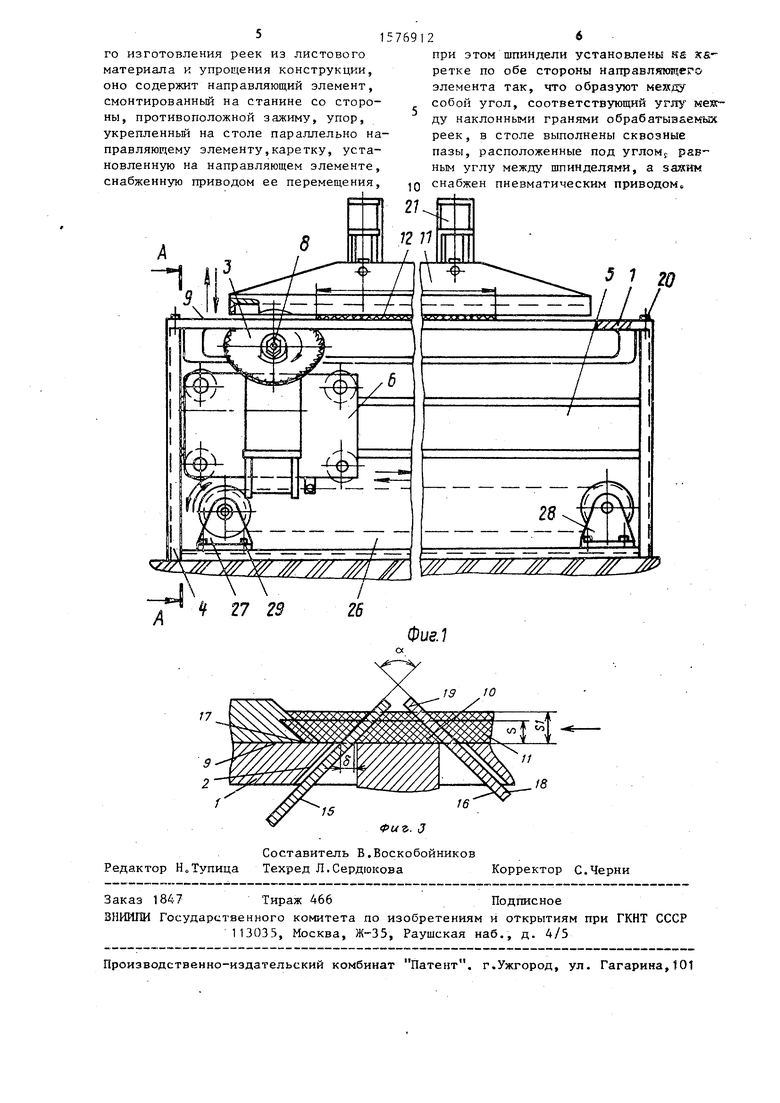
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на на фиг.1; на фиг.З - упор для листового материала.
Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов содержит стол 1 с продольными сквозными пазами 2 для прохода дисковых пил 3, укрепленный на станине 4 с продольным направляющим элементом 5 в виде балки, на котором установлена подвижная каретка 6, несущая шпиндели 7 с наклонными друг к другу под углом о( валами 8с дисковыми пилами 3, выступающими за опорную поверхность 9 стола 1 на ве- личину, превышающую толщину рейки 10 зажим 11 заготовок 12 в виде подвижной в направлении к опорной поверх- ности 9 стола 1 продольной прижимной балки с глухим продольным пазом 13 в ее опорной поверхности для прохода дисковых пил 3 и упор 14 для ограничения величины подачи заготовок 12 в зону резки, закрепленный на - опорной поверхности стола 1.
Расстояние между боковыми поверхностями 15 и 16 пил 3 в плоскости опорной поверхности 9 стола 1 равно размеру большего основания трапеции рейки,, а угол наклона с пил 3 равен двойному углу наклона боковой стороны трапеции рейки к ее нижнему основанию.
Расстояние от опорной поверхности 17 упора 14 до наружной боковой поверхности 18 пилы 3, расположенной со стороны подачи заготовки 12 в плоскости поверхности 9 стола 1 и в плоскости 19, удаленной по поверхности 9 стола 1 на толщину заготовки S(S ), равно сумме величин верхнего и нижнего оснований рейки и двух ширин о разрезов дисковыми пилами.
Стол 1 представляет собой в сече- нии металлоконструкцию Т-образного вида и прикреплен к станине 4 болтами 20. Зажим 11 перемещается вверх и
с
Q 5
0
вниз двумя пневмоцилиндрами 21, установленными на кронштейнах 22, прикрепленных к столу 1 болтами 23.
Станина 4 представляет собой металлоконструкцию каркасного типа, а направляющий элемент 5, несущий каретку 6 со шпинделями 7, расположен внутри станины под столом 1.
Вращение дисковых пил 3 осуществляется электродвигателями 24 с помощью ременных передач. Для перемещения каретки 6 вдоль направляющего элемента 5 устройство снабжено приводом 25 с цепной передачей 26, элементы которой установлены на кронштейнах 27 и 28, прикрепленных к станине 4 болтами 29.
Устройство работает следующим образом.
Заготовку 12 из листового материала подают в зону резания до опорной поверхности 17 упора 14 в момент, когда зажим 11 отведен в верхнее положение , а каретка 6 с дисковыми пилами 3 находится в крайнем положении.
При воздействии заготовки на датчики, установленные на упоре 14 (не показаны), последние выдают команду на включение пневмораспределите- лей (не показаны), управляющих пнев- моцилиндрами 21, на прижим заготовки.
Затем по команде от других датчиков (не показаны) происходит включение приводов каретки 6 для вырезки двух реек 10, а после прохода на всю длину L заготовки каретка останавливается, рейки убирают. Привод возвращает каретку 6 в исходное положение. Далее пневмоцилиндры 21 осуществляют подъем зажима 11.
Операции повторяются до тех пор, пока от заготовки 12 не останется последний отход, который удаляют. Затем начинают подачу новой заготовки.
Формула изобретения
Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов, содержащее станину, на которой укреплен стол, шпиндели с режущим инструментом,снабженные приводами, зажим для крепления обрабатываемых заготовок, смонтированный на столе, отличающееся тем, что, с целью повышения производительности путем непрерывно515
го изготовления реек из листового материала к упрощения конструкции, оно содержит направляющий элемент, смонтированный на станине со стороны, противоположной зажиму, упор, укрепленный на столе параллельно направляющему элементу,каретку, установленную на направляющем элементе, снабженную приводом ее перемещения,
26
при этом шпиндели установлены Kg каретке по обе стороны направляющего элемента так, что образуют между собой угол, соответствующий углу между наклонными гранями обрабатываемых реек, в столе выполнены сквозные пазы, расположенные под угломг равным углу между шпинделями, а зажик снабжен пневматическим приводом.,
16
Фиъ. J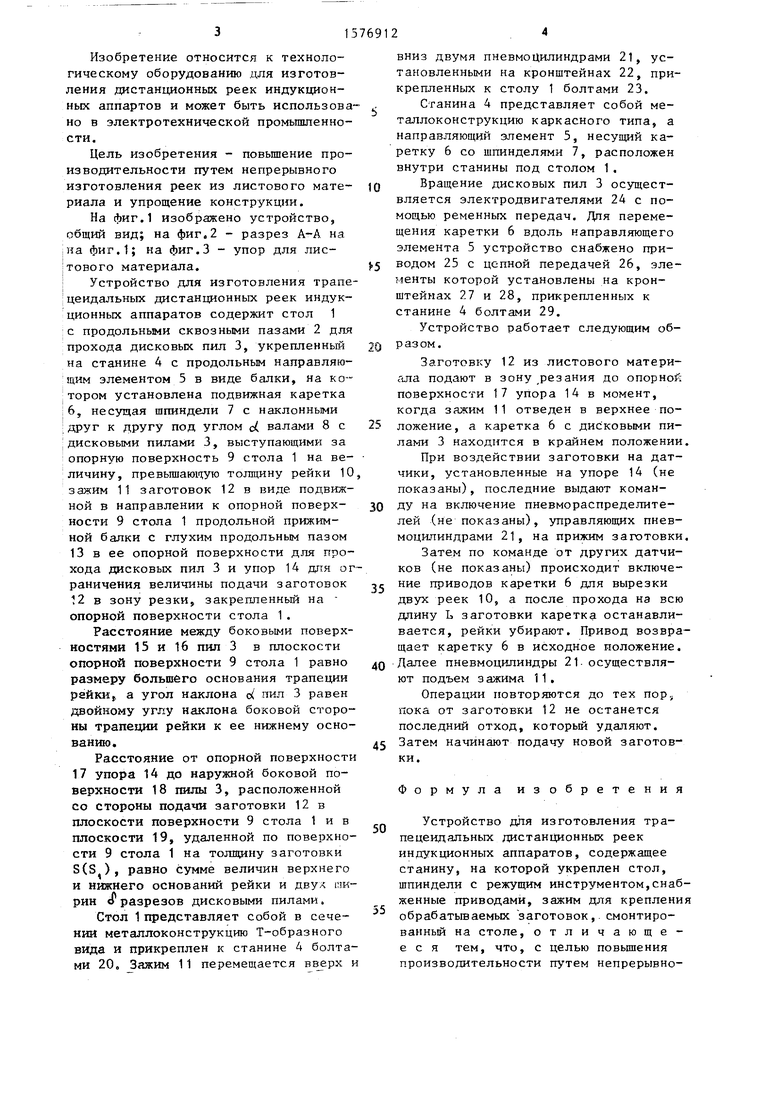
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| ВСЕСОЮЗНАЯ Ф ПАТЕНТНО • <f^В. с. ЛобурХмельницкий завод трансформаторных подстанциЖ1:КН;;ЦЕС-л.1I 5г.5Л;:50ТЕКАСТАНОК для | 1972 |
|
SU331851A1 |
| Автоматический центр распила | 2017 |
|
RU2668314C1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Устройство для обработки листового материала по криволинейному контуру | 1976 |
|
SU556899A1 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| Однопильный станок | 1972 |
|
SU440250A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ДИСКОВЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МЕТАЛЛА | 2002 |
|
RU2228821C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
Изобретение относится к технологическому оборудованию для изготовления дистанционных реек индукционных аппаратов и может быть использовано в электротехнической промышленности. Целью изобретения является повышение производительности путем непрерывного изготовления реек из листового материала и упрощение конструкции. Устройство содержит станину со столом, в котором выполнены сквозные пазы для прохода дисковых пил 3. На станине укреплен направляющий элемент 5, на котором установлена каретка 6, снабженная шпинделем 7 с дисковыми пилами. Каретка перемещается приводом 25, а шпиндели получают вращение от электродвигателей 24. На столе болтами 23 закреплены кронштейны 22, снабженные пневмоцилиндрами 21, связанными с зажимом 11, имеющим паз 13 для прижима заготовки 12 из листового материала. Заготовка подается до упора 14 каждый раз после одновременной вырезки двух реек. 3 ил.
| Устройство для изготовления дистанционных реек индукционных аппаратов | 1984 |
|
SU1292053A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
