Известно устройство для слежения за глубиной проплавления, содержащее блок измерения напряжения на дуге и исполнительный механизм.
Предложенное устройство отличается от известного тем, что, с целью повышения фиксации момента полного проплавления, устройство снабжено блоком создания принудительных колебаний сварочной ванны, выполненным в виде камеры-крышки, устанавливаемой с обратной стороны шва и соединенной с пасосом через газовый клапан, снабженный механизмом его периодического открывания, а блок измерения напряжения на дуге электрически связан с исполнительным механизмом, обеспечивающим регулирование режима сварки.
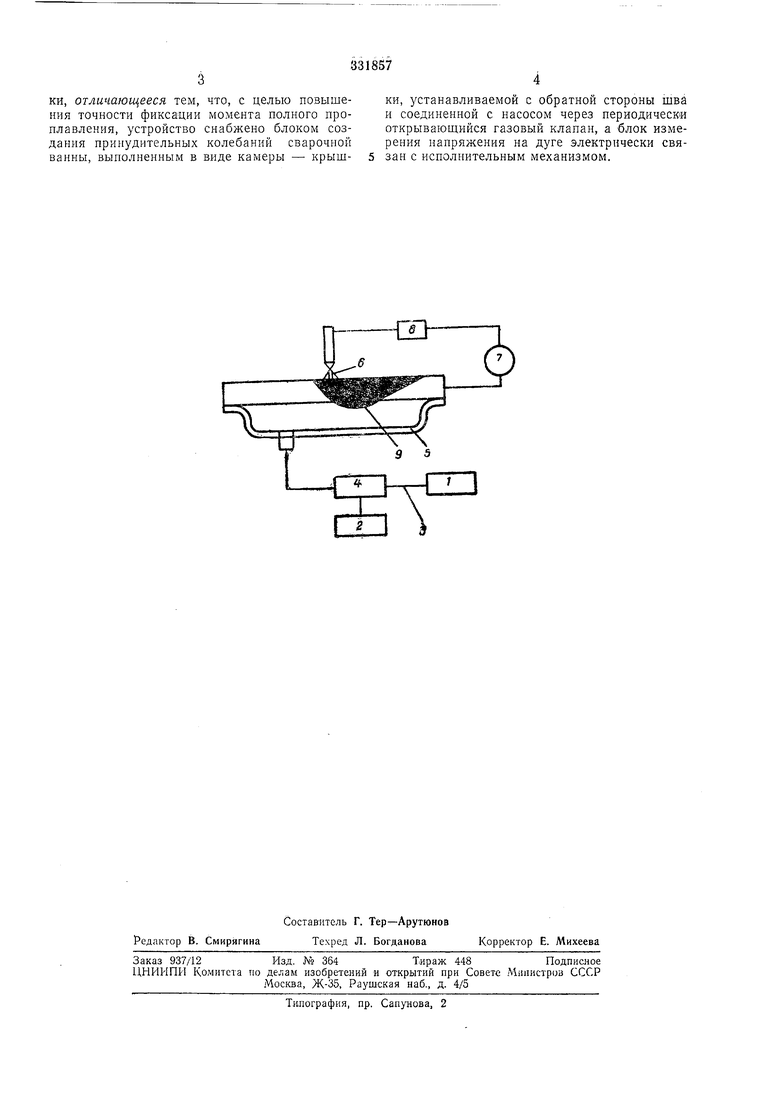
На чертеже представлена принципиальная схема устройства для слежения за глубиной проплавления при газодуговой сварке неплавящимся электродом.
Устройство работает следующим образом.
Включают газовый насос / и механизм 2 для периодического открывания клапана, которые через соединительные штанги 3 и электромагнигный клапан 4 создают в камере - крышке 5 периодически изменяющиеся импульсы давления. Механизм 2 может регулировать частоту открывания клапана, а следовательно, частоту изменения давления в камере - крышке. Затем зажигают дугу 6, питаемую источником 7, при этом включается устройство коитроля напряжения дуги с исполнительным механизмом 8. По достил ении сквозного проплавления на поверхность сварочной ванны со стороны расположения камеры - крышки 5 начинает действовать периодически меняющееся давление, которое вызывает принудительные колебания ванны 9. Колебание ванны приводит к изменению длины
дуги 6, а следовательно и ее напряжения. В механизме 8 колебания изменения напряжения дуги преобразуется в сигнал для регулирования режима сварки. Амплитуда принудительных колебаний напряжения дуги зависит
от объема расплавляемого металла. Поддерживая заданную амплитуду этих колебаний, механизм 8 тем самым осуществляет постоянство проплавления.
Введение узла колебаний ванны в устройство для слежения за глубиной проплавлен 1Я по напряжению на дуге позволяет значитель-. но повысить стабильность и избежать влияния случайных параметров дуги на качество сварки.
Предмет изобретения
Устройство для за глубиной проплавления, содержащее блок измерения напряжения на дуге и исполнительный механизм, обеспечивающий регулирование режима сварки, отличающееся тем, что, с целью повышения точности фиксации момента полного проплавления, устройство снабжено блоком создания принудительных колебаний сварочной ванны, выполненным в виде камеры - крышки, устанавливаемой с обратной стороны шва и соединенной с насосом через периодически открывающийся газовый клапан, а блок измерения напряжения на дуге электрически связан с исполнительным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| Способ регулирования сварочного процесса | 1979 |
|
SU872095A1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| УСТРОЙСТВО для СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1970 |
|
SU274275A1 |
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1984 |
|
SU1217600A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СЛЕЖЕНИЯ ЗА КАЧЕСТВОМ СВАРКИ ПЛАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2113327C1 |
| Способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом | 1986 |
|
SU1426720A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ регулирования глубины проплавления изделия при плазменной сварке | 1981 |
|
SU1004040A1 |
