Известны устройства для сварки вертикальных швов с принудительным формированием металла шва электродом, расположенным в зазоре между свариваемыми кромками, содержаш;ие источник сварочной дуги, подключенный к свариваемому изделию и к токоподводяш,ему мундштуку.
Однако в таких устройствах вследствие одностороннего подвода к мундштуку сварочного тока и одностороннего расположения сварочного кабеля в зоне сварки создается неравномерное электромагнитное поле, которое изменяет положение металлической ванны и приводит к неодинаковому провару кромок на основном металле у каждого из формнруюш,их устройств.
В предлагаемом устройстве для равномерного проплавления кромок при сварке с колебаниями электрода в направлении толщины металла с использованием симметричного подвода тока к электроду в обеих ветвях токоподвода установлены контакторы, включаемые иопеременно в зависимости от направления движения электрода и обеспечиваюш,ие симметричные колебания магнитного поля, создаваемого ветвями токоподвода, с соответствуюШ.ИМИ колебаниями металлической ванночки.
параллельно контакторам могут быть включены подстроечные сопротивления.
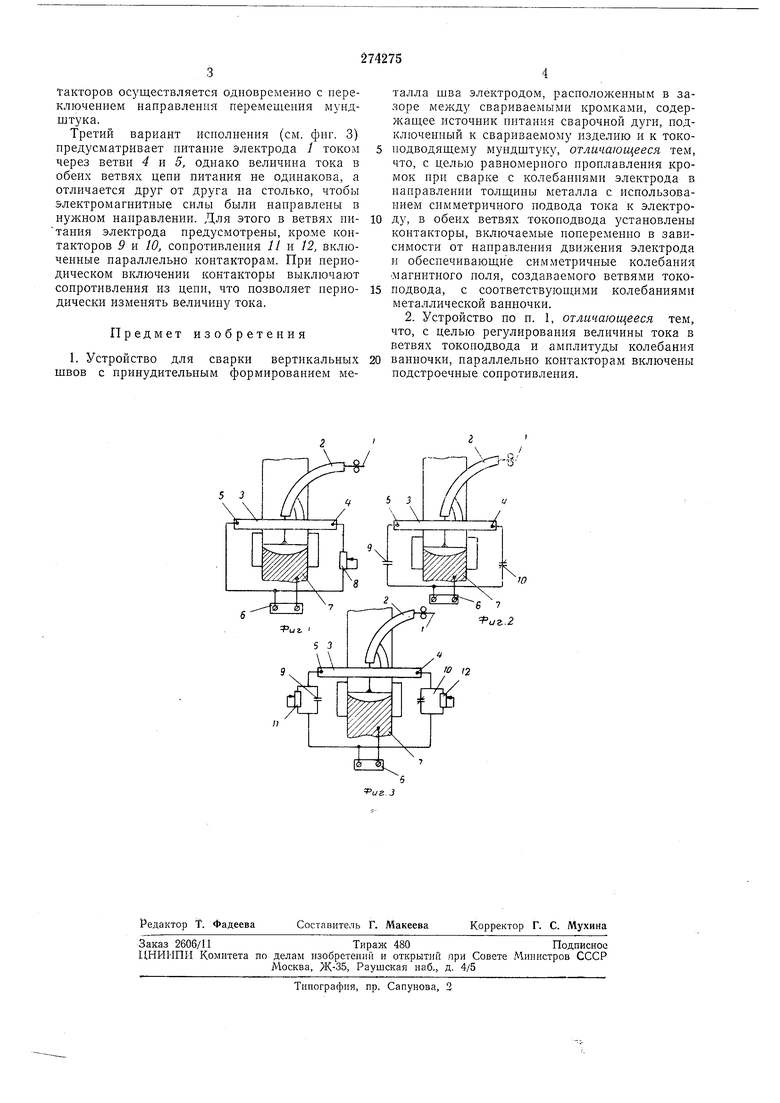
На фнг. 1 представлена схема предлагаемого устройства с двусторонним подводом тока;
на фиг. 2 - то же, с периодическим подключением тока к каждой ветви токоподвода; на фиг. 3 - то же, с периодическим подключением большей части тока к каждой из ветвей токоподвода.
Во всех случаях электродная проволока / подается через мундштук 2, снабженный контактируюш.ей шиной 3 с двумя ветвями 4 и 5 токоподвода.
В первом варианте исполнения (см. фиг. 1)
напряжение источника питания дуги 6 подводнтся к нзделию 7 и к обеим ветвям 4 и 5 шины 3. Это создает в зоне сварки равномерное электромагнитное поле. Для того, чтобы величина тока в обеих ветвях цепи питания
электрода была одинаковой, в одну из ветвей может быть включено подстроечное сопротивление 5.
Второй вариант исполнения (см. фиг. 2) позволяет периодически подводить ток к электроду через ветви 4 или 5 токоподвода. Для этого в цепь питания током электрода / введены два контактора 9 и 10, включаемых попеременно по заданной программе. Например, при сварке с колебанием электрода в направтакторов осуществляется одновременно с переключением направления перемещения мундщтука. Третий вариант исполнения (см. фиг. 3) предусматривает питание электрода 1 током через ветвн 4 и 5, однако величина тока в обеих ветвях цепи питания не одинакова, а отличается друг от друга на столько, чтобы электромагнитные силы были направлены в нужном направлении. Для этого в ветвях питания электрода предусмотрены, кроме контакторов 9 и 10, сопротивления Пи 12, включенные параллельно контакторам. При периодическом включении контакторы выключают сопротивления из цепи, что позволяет периодически изменять величину тока. Предмет изобретения 1. Устройство для сварки вертикальных щвов с принудительным формированием металла шва электродом, расположенным в зазоре между свариваемыми кромками, содержащее источник питания сварочной дуги, подключенный к свариваемому изделию и к токоподводящему мундщтуку, отличающееся тем, что, с целью равномерного проплавления кромок нри сварке с колебаниями электрода в направлении толщины металла с использованием симметричного подвода тока к электроду, в обеих ветвях токоподвода установлены контакторы, включаемые попеременно в зависимости от направления движения электрода и обеспечивающие симметричные колебания магннтного поля, создаваемого ветвями токоподвода, с соответствующими колебаниями металлической ванночки. 2. Устройство но и. 1, отличающееся тем, что, с целью регулирования величины тока в ветвях токоподвода и амплитуды колебания ванночки, параллельно контакторам включены подстроечные сопротивления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1971 |
|
SU304078A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU266972A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1958 |
|
SU115870A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ МНОГОПРОХОДНОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1967 |
|
SU197823A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1970 |
|
SU283453A1 |
| ГОРЕЛКА ДЛЯ ГАЗОЭЛЕКТ1РИЧЕСКОЙ СВАРКИ | 1972 |
|
SU354953A1 |
| ДЛЯ АВТОМАТИЧЕСКОЙ свАРКи УГЛОВЫХшвов | 1968 |
|
SU219041A1 |
5 3
