. .
Изобретение относится к оборудованию для переработки полимерных материалов, в частности к конструкции экструзионных головок.
Известна экструзионная головка с вращающимся распределителем, снабженным упругими элементами и двумя конусными выступами, опираюир мися на дорн и корпус головки 1.
Недостаток такси головки заключается в ненадежном уплотнении материала и нсшичия застойных зон для расплава, что снижает качество изготавливаемых изделий.
Наиболее близкой по технической сущности к предлагаемой является вращающаяся экструэионная головка для йолимерных материалов, содегякащая Kopnvc с каналом для расплава/ дор1 и мундштук, образунвдие выходную щель, распределительную втулку, контактирующие между собой вращаккцуюся уплотнительную втулку и опорную втулку и уплотнение 12.
Уплотнение в даннрй головке преддtaвляeт собой уплотнительные кольua, поджимаекые расположенной между экетрудером и удерживаквдей экструзйонную головку рамой тарельчатой пружиной, причем усилие пружины регулируется регулировочным винтом.
Громоздкость конструкции, необходимость в регулировании усилия прижатия уплотнительных элe 4eнтoв, не позволяющих создать надежное уплотнение , ухудшает эксплуатационные характеристики-головкис
Цель изобретения - упрощение кон10струкции головки и повышение надежности.
Указанная цель достигается тем, что во вращаиощейся экструаионной го15ловке для полимерных материалов, содержгицёй корпус с каналрм для расплава, дорн и мундштук, образующие выходную тель, распределительную втулку, контактирукяцую между собой
20 вращающуюся угщотнительную втулку и onopHjTo втулку и уплотнение, последнее выполнено в виде сильфона, расположенного снаружи распределительной втулки и образующегося с ней й опорной втулкой полость, сообщён
25 ную с каналом для расплава кольцевой щелью, которая образована наружной поверхностью распределительной втулки и анутренней поверхностью
30 опорной втулки.
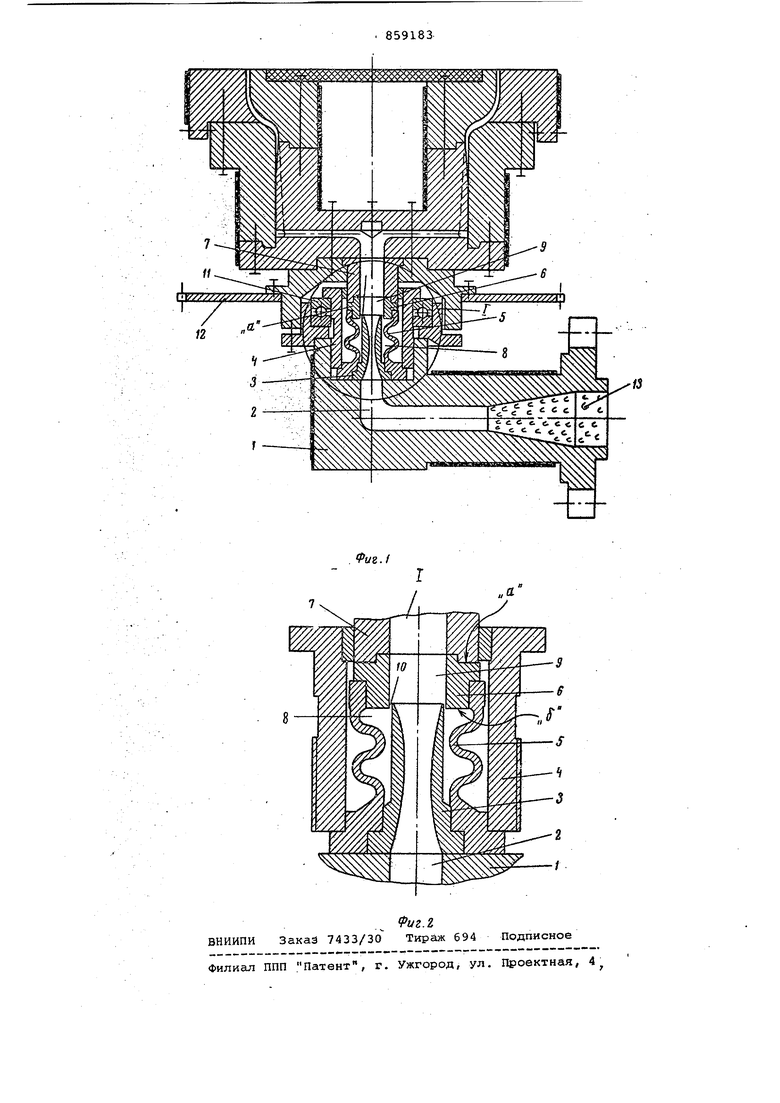
На фиг. 1 представлен общий вид вргидаюцейся головки, разрез; на фиг. 2 - узел 1 в увеличениом масяитабе.
Головка включает фланец-колено 1 с подводящим канале 2, распреде- . лительную втулку 3 и заключенный в упор 4 упругий сильфон 5, удерживающий опорную втулку 6, которая соприкасается по уплотняходей поверхности а с вращающейся уплотнительной втулкой 7.
Опорная и распределительная втулки б и 3 и упругий сильфон 5 образую полость 8, сообщенную с кангшом 9 для расплава кольцевой щелью 10.
Опора 4 установлена в под иипнике 11. Вращение головки осуществляют от привода (не показан) через зубчатое колесо 12.
Расплав 13 подают через канал 2 фланца-колена 1 в распределительную втулку 3,где он перемешивается до однородной массы и lio каналу 9 поступает в выходную щель экструзионной головки.
, Часть расплава 13 через кольцевую щель 10 поступает в полость 8, : При этом давление расплава на поверхность б опорной втулки б приблизительно такое же, как и на стенки каналов 2 и 9, благодаря чему возникает самоподжимантшй эффект по управляющим поверхностям а. В данном случае опорная втулка 6 становится плавающей, за счет чего уплотняющий зффект повышается. Таким образом, наличие в головке ограниченной опорной втулкой, распределитель.ной втул.кой и упругим сйльфоном полости, сооаценной с каналом для расплава кольцевой щелью, образованной наружной поверхностью распределительной втулки и внутренней поверхностью опорной втулки, позволяет .повысить надежность уплотнения между вращакнцейся уплотнительной и опорной втулками.
Использование предлагаемой вращающейся зкструзионной головки позволяет улучшить качес1 о намотки пленки. Рулон получается аккуратно намотанным, по его торцам отдельные слои пленки не выступают за габариты 10 изделия, так как утолщенные слои
укладываются на утоненные и наоборот а зто играет важную роль при нанесении на пленку флексографической печати.
Формула изобретения
Вращающаяся экструзионная головка для полимерных материалов, содержащая дорн и мундатук, образующие выходную щель, распределительную втулку, контактирующие между собой вращающуюся уплотнительную втулку и опорную втулку и уплотнение, от чающаяся тем, что, с целью упрощения конструкции головки и повышения ее надежности, уплотнение выполнено в виде сильфона,расположенного снаружи распределительной
втулки и образующего с ней и опорной втулкой полость сообщенную с каналом для расплава кольцевой щелью,которая образована наружной поверхностью распределительной втулки и внутренней
поверхностью опорной втулки.
/ .
Источники информации, Принятые во внимание при экспертизе
1.Авторское свидетельство СССР 4Q №332688, кл. В 29 F 3/04. 1970.
2.Патент США 3422493,
кл. , опублик. 1969 (прототип)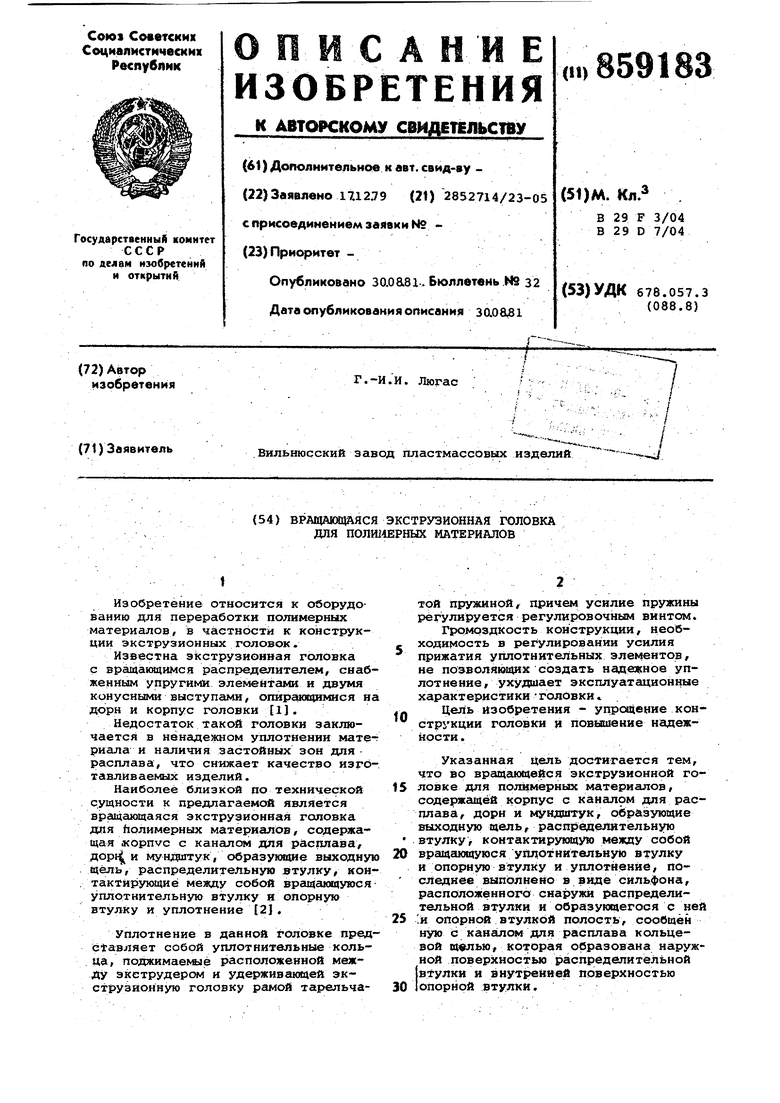
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Способ изготовления рукавной полимерной противокоррозионной пленки и экструзионная головка для его осуществления | 1986 |
|
SU1669744A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки | 1986 |
|
SU1669745A1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| Экструзионная головка для изготов-лЕНия ТРубчАТыХ издЕлий из пОлиМЕР-НыХ МАТЕРиАлОВ | 1979 |
|
SU835803A1 |
| ВРАЩАЮЩАЯСЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЮЩЕЙСЯ ПЛЕНКИ НА ОСНОВЕ КРАХМАЛА ЭКСТРУЗИЕЙ С РАЗДУВКОЙ | 2009 |
|
RU2447992C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1971 |
|
SU296657A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |