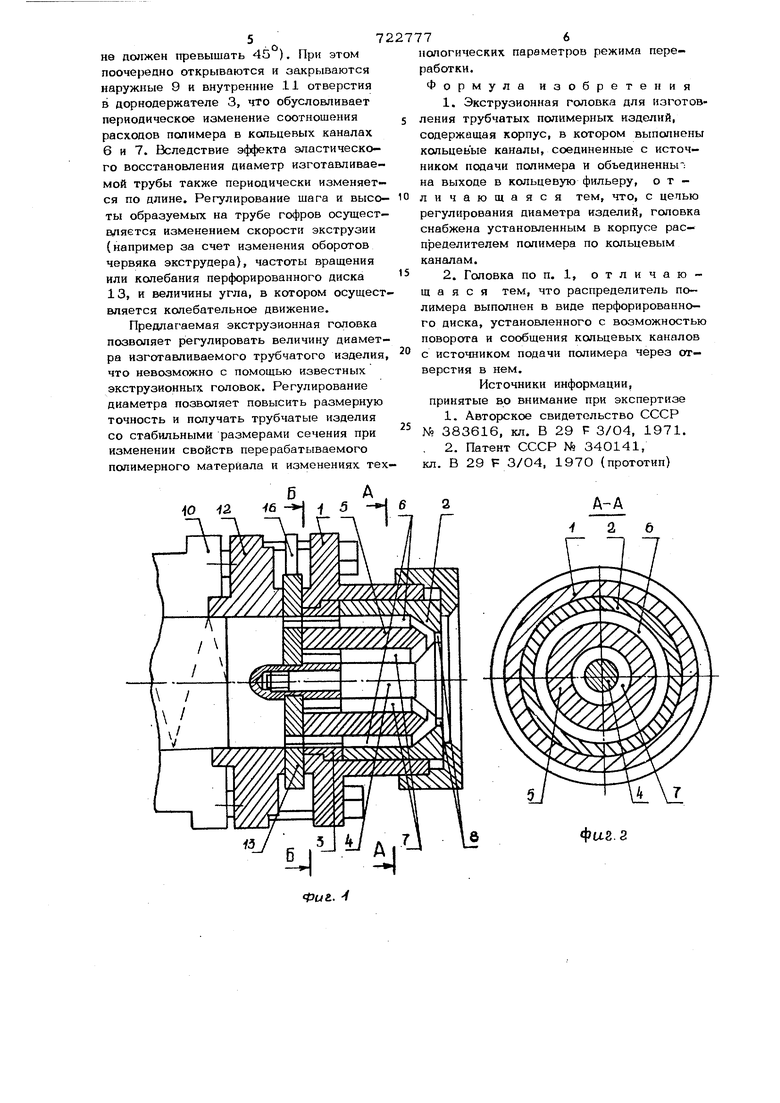
Изобретение относится к переработке полимерных материалов в изделия методом экструзии и может использоваться при производстве как гладкостенных труб так и труб с переменным сечением по длине, например гофрированных. Известна экструзионная головка, содержащая корпус, в котором выполнены каналы, соединенные с источником подачи полимера {l . Недостаток головки - невозможность регулирования диаметра изделия. Наиболее близкой по технической сущ ности и достигаемому результату к пред лагаемой является экструзионная головка содержащая корпус, в котором выполнены кольцевые каналы, соединенные с источником подачи полимера и объединенные на выходе в кольцевую фильеру |2. Недостаток головки - отсутствие воз- можности регулирования размеров поперечного сечения изделия. Цель изобретения - регулирование ди метра изделий. Цель достигается тем, что гсшовка снабжена установленным в распределителем полимера по кольцевым каналам. При этом распределитель полимера выполнен в виде перфорированного диска, установленного с возможностью поворота и сообщения кольцевых каналов с источником подачи полимера через отверстия в нем. На фиг. 1 изображена экструзионная головка, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - расположение отверстий на перфорированном диске, соответствующее предлагаемому варианту конструкции головки. Экструзионная -головка включает корпус 1, мундштук 2 и закрепленный на дорнодержателе 3 дорн 4 с расширяющимся в направлении течения полимера концевым участком. На дорнодержателе 3 выполнен кольцевой выступ 5, разделяющий полость между мундштуком 2 и дорном 4 на два кольцевых канала: наружный 6 и внутренний 7, объеди ненные на выходе в профилирующую кольцевую фильеру 8. В дорнодержателе 3 (фиг. 3) по двум концентрическим окруж ностям выполнены наружные отверстия 9, обеспечивающие доступ полимера от экструдера 10 в наружный кольцевой канал 6, и внутренние отверстия 11, обеспечивающие доступ полимера от экструдера 10 во внутренний кольцевой канал 7. Между корпусом головки 12 и дорнодержателем 3 установлен регулируемый распределитель полимера по отдельным кольцевым каналам. На фиг. 1 и 4 представлен вариант его выполнения в виде перфорированного диска 13, установ leHHoro с возможностью поворота вокруг оси. В теле диска 13 по двум концентрическим окружностям выполнены наружные отверстия 14 и внутренние отверстия 1 Отверстия в перфорированном диске 13 выполнены таким образом (фиг. 4), что при совпадении наружных отверстий 14 с наружными отверстиями 9 в дорнодер- жателе 3 внутренние огверстия 11 в , дорнодержателе 3 оказьшаются перекрытыми телом диска 13. В другом положении наоборот: совпадают внутренние отверстия 11 в дорнодержателе 3 с внутренними отверсти51ми 15 в перфорированном диске 13, а наружные отверстия 9 дорнодержателя 3 оказываются перекрытыми телом диска 13. Во всех других положениях внутренние и наружные отверстия в дорнодержателе 3 оказываются открытыми частично. Для осуществления поворота перфорированного диска 13 на нем жестко закреплена рукоятка 16. Головка работает следующим образом. Под давлением, развиваемым экструдером 1О, полимер поступает во внутреннюю полость корпуса 12. Далее происходит разделение потока полимера. Черюз наружные отверстия 14 перфорированного диска 13 и наружные отверстия 9 дорнодержателя 3 часть полимера поступает в наружный кольцевой канал 6, а через внутренние отверстия 15 перфорированного диска 13 и внутренние отверстия 11 дорнодержателя 3 полимер поступает во внутренний кольцевой канал 7. На выходе из головки кольцевые потоки объединяются в профилирующей фильере 8, через которую полимер выдавливается в виде трубы. Регулирование диаметра изготавливае мой трубы осуществляется за счет изменения соотношения расходов полимера по 7 774 кольцевым каналам 6 и 7, которое задается регулируемым распределителем. Если положение перфорированного диска 13 таково, что больше открыть; наружные отверстия 9 в дорнодержателе 3, чем внутренние отверстия 11, то к профилирующей кольцевой фильере 8 через наружный кольцевой канал 6 поступает полимера больше, чем через внутренний кольцевой канал 7. При этом, вследствие эффекта эластического восстановления, диаметр изготавливаемой трубы больше диаметра профилирующей кольцевой фильеры 8. Если больше открыты внутренние кольцевые щели 11 в дорнодержателе 3 и багьше полимера поступает к профилирующей кольцу вой фильере 8 через внутренний кольцевой канал 7, чем через наружный кольцевой канал 6, то, вследствие эффекта эластического восстановления, диаметр изготавливаемой трубы меньше диаметра профилирующей кольцевой фильеры 8. Верхний предел регулирования достигается в том случае, когда наружные отверстия 8 дорнодержателя 3 полностью совпадают с наружйыми отверстиями 14 перфорированного диска 13, а внутренние отверстия 11 дорнодержателя 3 полностью перекрыты телом диска 13. Соответственно нижний предел регулирования диаметра изготавливаемой трубы достигается в случае, когда внутренние отверстия 11 в дорнодержателе 3 полностью открыты, а наружные отверстия 9 перекрыты телом диска 13. Пределы регулирования определяются геометрическими размерами кольцевых каналов 6 и 7 и реологическими свойствами перерабатываемого полимера. Пределы регулирования тем больше, чем больше заужен к выходу наружный кольцевой канал 6 и расширен внутренний кольцевой канал 7, и чем в большей степени полимер проявляет высокоэластические; свойства. Как показывает практика, для ряда полимеров (например для резиновых смесей) с помощью предлагаемой экструзионной головки возможно изменение диаметра изготавливаемой трубы в два и более раз . В случае использования предлагаемой экструзионной головки для изготовления труб с переменным сечением по длине, например гофрированных, с помощью привода или вручную вращают перфорированный диск 13, или задают ему ко;1ебатель- кое движение в заданном угле (для варианта, представленного . 1-4, угол на должен превышать 45 ). При этом поочередно открываются и закрываются наружные 9 и внутренние 11 отверстия в дорнодержателе 3, что обусловливает периодическое изменение соотношения расходов полимера в кольцевых каналах 6 и 7. Вследствие эффекта эластического восстановления диаметр изготавливаемой трубы также периодически изменяет ся по длине. Регулирование шага и высо ты образуемых на трубе гофров осущест В|Ляется изменением скорости экструзии (например за счет изменения оборотов червяка экструдера}, частоты вращения или колебания перфорированного диска 13, и величины угла, в котором осущес вляется колебательное движение. Предлагаемая экструзионная головка позволяет регулировать величину диамет ра изготавливаемого трубчатого изделия что невозможно с помощью известных экструзионных головок. Регулирование диаметра позволяет повысить размерную точность и получать трубчатые изделия со стабильными размерами сечения при изменении свойств перерабатываемого полимерного материала и изменениях те -10 2
Фиг. 7 76 иологических параметров режима переработки. Формула изобретения 1.Экструзионная головка для изготовления трубчатых полимерных изделий, содержащая корпус, в котором выполнены кольцевые каналы, соединенные с источником подачи полимера и объединенны: на выходе в кольцевую фильеру, отличающаяся тем, что, с целью регулирования диаметра изделий, головка снабжена установленным в корпусе рас- п эеделителем полимера по кольцевым каналам. 2.Головка по п. 1, отличающаяся тем, что распределитель полимера выполнен в виде перфорированного диска, установленного с возможностью поворота и сообщения кольцевых каналов с источником подачи полимера через отверстия в нем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 383616, кл. В 29 Р 3/04, 1971. , 2. Патент СССР № 340141, кл. В 29 F 3/О4, 1970 (прототип) фиг.з
. /В.
.-- ;. f -i V / f -
,722777

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |

6-6
